




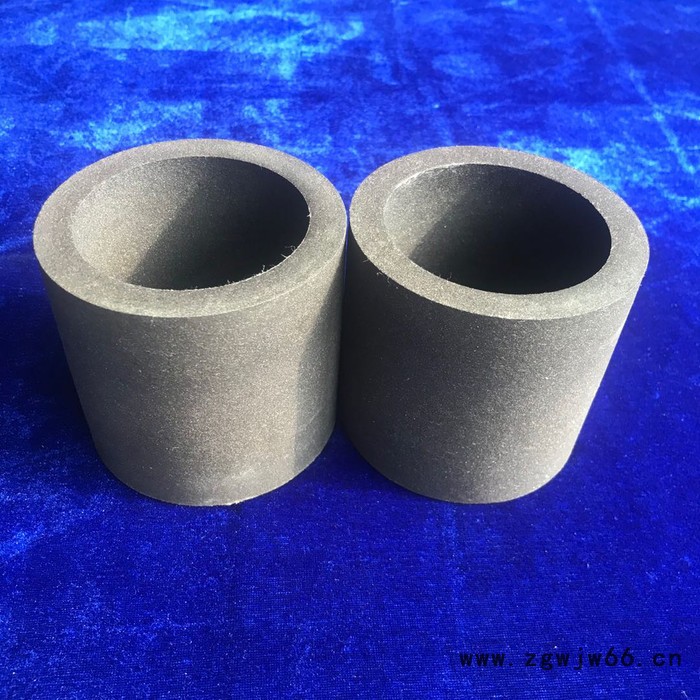


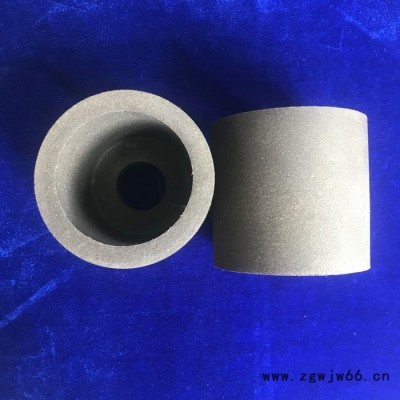













| 材质 | 黑碳化硅 |
|---|---|
| 产地 | 河南郑州 |
| 规格 | Φ90/85/30 |
| 类型 | 端面磨 |
| 认证 | ISO9001 |
| 形状 | 杯形砂轮 |
| 执行质量标准 | 国标 |
| 结合剂 | 橡胶砂轮 |
| 品牌 | 河南砂轮 |
| 型号 | 90/85/30 |
| 加工定制 | 是 |
咨询热线:15670627751
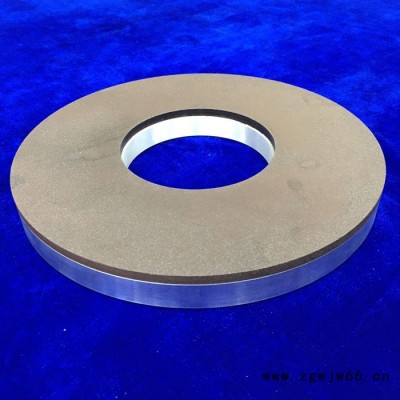
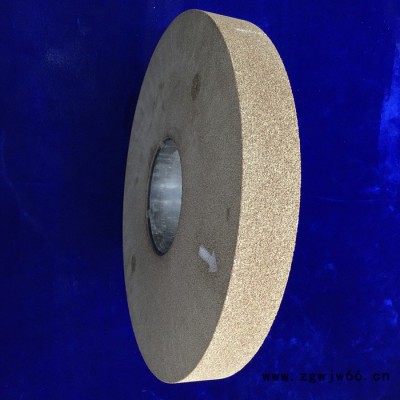
磨轴承沟道砂轮选择要点
(1)根据不同工序安排来选择砂轮。粗精磨一道工序游到,还是温将磨分两道工序,在选用砂轮时应有所区别,
(2)选择砂轮硬度要适当。砂轮过硬,虽然沟卫变化小,砂轮较耐用,但砂轮切削能力降低,不易磨去余量,砂轮表面又易墙塞,工件易烧伤;砂轮过软,则砂粒脱落太
快,磨痕较深,没有一个抛光过程,工件表面光洁度和精度不易保证。同时,砂轮消耗大,不经济。
(3)磨轴承外沟时,与内圆磨削相似,砂轮速度较低,若使用砂轮直径大,其硬度要低些,若砂轮直径小,其硬度磨外沟砂轮的大小一般是根据零件大小而定,但是磨某
些大尺寸的轴承**不一定要选择再大的砂轮,因为砂轮直径增大后,与工件表面接的弧也大,磨痕(砂轮花)增磨轴承内沟时,与外圆磨削相似,磨削条件较好。







 磨不锈钢/弹簧钢, 粗粒度树脂砂轮 不易烧伤工件")
