






















| 产地 | 沧州 |
|---|---|
| 包装 | 木箱 |
| 壁厚 | 6 |
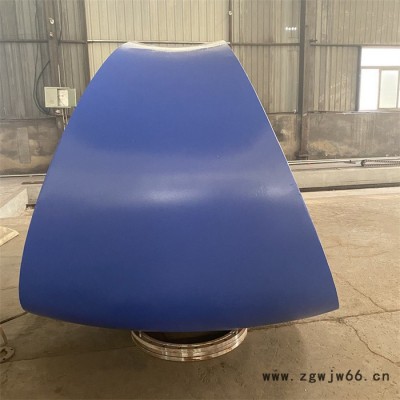
| 材质 | 铸钢 |
| 等级 | A级 |
| 规格 | 齐全 |
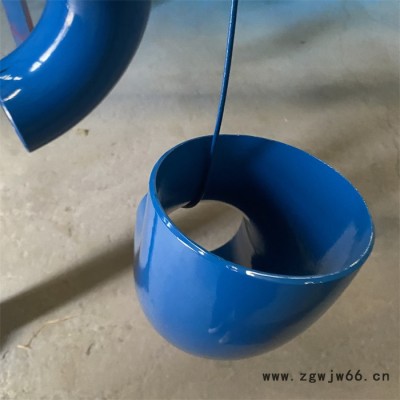
| 连接形式 | 焊接 |
| 用途 | 消防水暖管件 |
| 直径 | 630 |
| 品牌 | 龙塑 |
| 型号 | 齐全 |

与液压胀形三通不同的是,不锈钢对焊三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。碳钢等径三通用在主管道要分支管处。那么曲率半径必须在所要求的公差规模之内。因为这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留必定的视点,带必定的边,这一项要求也比较严。边多厚,视点为多少和误差规模都有规定。几何尺度上比管件多了很多项。合金三通:外形漂亮,外表平坦润滑。不锈钢对焊三通制造方法还有一种用薄钢带与石棉带一起绕制而成的盘绕纠缠式垫片。对焊弯头在焊接施工操作完成后需要根据实际情况或管道外界环境进行防锈或防腐蚀处理,以避免弯头在焊缝处锈蚀或腐蚀,而造成弯头使用寿命过短。对焊弯头在焊接前,为避免焊接变形,将组对成整体的弯头两侧外瓦片两端找正后,用不锈钢弧板和龙骨加固好.按照常规焊接手段,需要充氩焊接,考虑到焊接成本以及虾米腰管径较大,充氩比较困难,综合以上因素在焊接时采用里、外两名焊工同时对称焊接,既很好的解决了充氩问题,而且成形也很好。
普通压力机的行程次数为每分钟90°对焊冲压弯头90°对焊冲压弯头可达几十次,高速压力要每分钟可达数百次乃至千次以上,而且每次冲压行程**可能得到一个冲压件。冲压弯头冲压弯头,冲压普通没有切屑碎料生成,资料的耗费较少,且不需其它加热设备,因此是一种省料,节能的加工办法,冲压件的本钱较低。冲压可加工出尺度范围较大,外形较杂乱的零件,如小到挂钟的秒表,大到轿车纵梁,掩盖件等,加上冲压时资料的冷变形硬化效应,冲压的强度和刚度均较高。冲压时由于模具确保了冲压件的尺度与外形精度,且普通不损坏冲压件的表面质量,而模具的寿数普通较长,所以冲压的质量安稳,互换性好,具有"一模一样"的特征。冲压弯头的成型工艺进程是杂乱的,需求依据不同的质料和用处中止焊接,在必定的压力下中止逐步成形。









