






















| 产地 | 沧州 |
|---|---|
| 包装 | 木箱 |
| 壁厚 | 6 |
| 材质 | 铸钢 |
| 等级 | A级 |
| 规格 | 齐全 |
| 连接形式 | 焊接 |
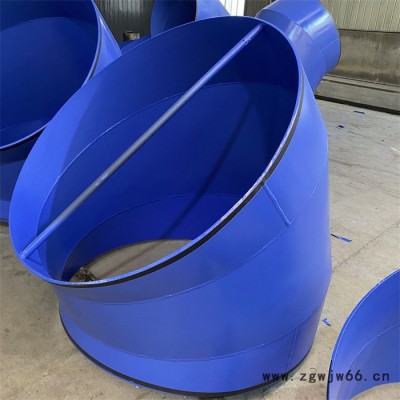
| 用途 | 消防水暖管件 |
| 直径 | 630 |
| 品牌 | 龙塑 |
| 型号 | 齐全 |

弯曲成形法:无缝弯管在制作时有三种方式较为常用,一种方式叫伸展法,另一种方式叫冲压法,第三种滚轮法,有3-4个辊,两个不变辊,一个调节辊,调节不变辊距,成型物品管件即是弯曲的。弯头厂家冲压弯头进行焊接时的注意事项:1、国标弯头为防止冲压弯头因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。?2、冲压弯头焊后硬化性较大,轻易产生裂纹。若采用同类型的冲压弯头焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理。则应选用冲压弯头焊条。虾米腰弯头很常用,下料制造很简单,但传统方法对现在工业的大管径弯头**操作困难,且很难精度。
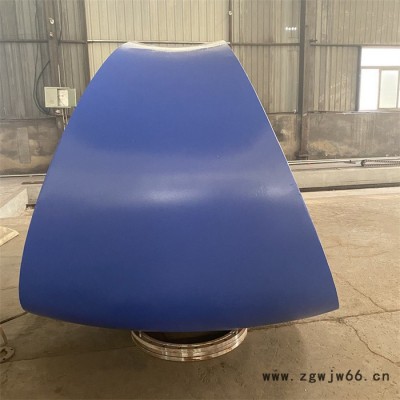
雨淋或污染的材料,应依据其性质,采用不同的方法擦拭,如高硬度钢丝刷、低硬度布、棉等。弯头贮存后应定时检查。假如有锈迹,应除掉锈迹层。普通状况下,弯头表面清洗后不需求加油,但关于钢材、合金钢板、薄壁弯头、合金钢弯头号,在除锈后,钢弯头内外表面在存放前需涂防锈油。腐蚀严重的弯头,弯头不合适除锈后长期存放,应赶快运用。冲压焊接弯头,它是选用与管材相同质料的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头中止组对焊接成形。由于各类管道的焊接规范不同,通常是按组对点焊固定半废品出厂,现场施工依据管道焊缝等级中止焊接,因此,也称为两半焊接弯头。冲压加工的出产效率高,且操作便利,易于完毕机械化与自动化,这是由于冲压是依托冲模和冲压设备来完毕加工。









