
















| 胶印机类型 | 多色 |
|---|---|
| 产地 | 宜兴 |
| 类型 | 全新 |
| 认证 | iso9002 |
| 适用对象 | 瓶盖 |
| 销售方式 | 直销 |
| 印刷速度 | 130m/min |
| 印刷颜色 | 彩印 |
| 执行标准 | 国标 |
| 印刷产品范围 | 商务印刷 |
| 给纸堆高度 | 1000mm |
| 收纸堆高度 | 600mm |
| 品牌 | 精艺达 |
| 型号 | JYD--1709 |
| 加工定制 | 是 |
| 靠版辊数量 | 5 |
| 印刷纸张 | 铜版纸 |
| 特性级别 | 抗化学性 |

一、金属印刷俗称铁皮印刷,简称印铁。它实际上是指以铁板(也称铁皮)、铝板(也称铝皮)、金属成型制品及金属箔(主要是铝箔)等硬质金属材料作为承印材料的一种印刷方式。
金属印刷属于在特殊承印材料上的印刷方式,其产品大多是中间产品,尤其是应用于包装领域的金属板印刷产品,如金属三片罐的生产**是先进行金属板的印刷,然后再加工成罐型。当然,有些情况下是先成型为包装容器或容器附件再进行印刷,如易拉罐、部分冲压成型的金属瓶盖等产品。
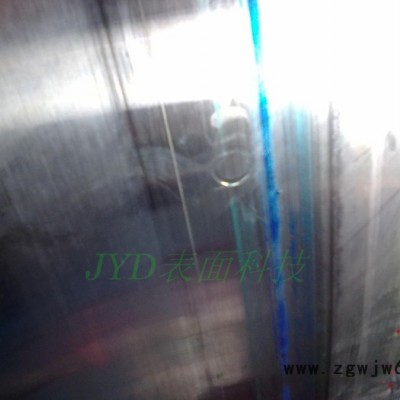
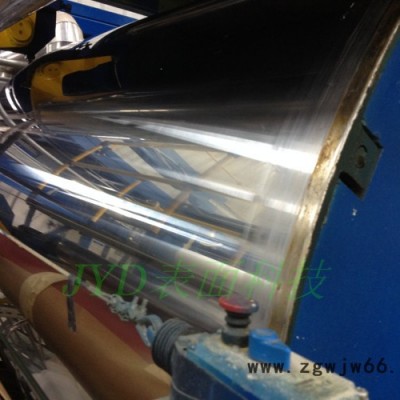
二、印铁彩印作业中,滚筒部分是印铁机的核心。滚筒部分的质量是衡量机器精度的**的指标之一。常见滚筒的损坏方式通常表现为油墨对滚筒两端的腐蚀、或异物(如扳手、螺钉等)对辊面的意外压伤。滚面缺陷的存在对印刷产品的色度、精度、清晰度等产生影响,而且还会导致生产效率的下降。例如,两端腐蚀会使印刷出的对开产品两边发虚或失真,压坑会造成局部无文字、无图形(或文字、图形失真),大大降低了**印铁机的使用价值。及时修复损坏的滚面,既可以保证印刷品的质量,又可以提高印刷厂的生产效率。
三、刷镀层的结构
刷镀,一般都由底层、尺寸镀层和工作镀层三层组成。
①底层:又称起镀层。预镀底层厚度很薄,一般为2 ~ 5μm**的打底层是用特殊镍镀液,它几乎适用于所有钢铁件、铜件和铝件、铸铁件。铸铝件不宜酸性溶液,防止微孔中残留酸液对基体腐蚀,而改用中性镍镀液起镀。高强度钢使用低氢脆镉镀液预镀打底。对防护性的锌、镉镀层,一般不需要预镀底层,活化处理后可直接刷镀。
②尺寸镀层:磨损较严重或加工超差比较大的零件,常选用沉积速度快的镀液,使零件形成较厚镀层,使尺寸迅速恢复,称为尺寸镀层。尺寸镀层介于镀层与工件镀层之间,可能是单一镀层,亦可能是几种镀层的层状复合镀层。例如,45# 钢件表面刷镀200μm的镀铁层,先镀特殊镍2 ~ 3μm作底层,再用碱性铜液120 ~ 130μm的尺寸镀层;**用快速镀镍做工作层,镀到需要的尺寸。
每一种单一的镀层均有一个安全厚度,当镀层厚度超过安全厚度时,内应力明显加大,裂纹率增高,结合强度下降。为此,当修复尺寸超过单一镀层的安全厚度时,往往需要在尺寸镀层中间夹镀一层或几层过渡性质的镀层,以改善镀层的应力分布,防止产生裂纹式脱落。这种中间夹镀的镀层,称为夹心镀层。常用作夹心镀层的镀液有低应力镍、快速镍、碱铜、特殊镍和碱镍等。夹心镀层厚度一般不超过50μm。夹心镀层的安全厚度还与被镀面积有关,在较小面积上刷镀时,安全厚度可以大一些。例如,刷补一个较深(1mm)、很窄(3mm)的沟槽,可用一种镀液一次填平,不用夹心镀层。
③工作镀层:工作表面**刷镀的表面层,要直接承受负荷,起耐磨、减摩或防腐作用,称为工作镀层,工作镀层的镀液,根据工件的工况条件要求确定。对静配合表面,一般选用快速镍,半光亮镍;对要求耐磨的表面,可用镍钨合金;对要求防黏着并减摩的表面,可镀5 ~ 10μm的铟或锡;装饰表面则镀金、银、光亮镍、装饰镍等。要求防渗碳表面镀碱铜。
四、精艺达表面科技公司JYD系列刷镀专业维修——进口印铁机辊筒两端腐蚀、磨损、意外压伤、划伤。根据不同的滚筒基材进行前期处理(提高结合率力),再采用专用的JYD系列刷镀材料修复。现场在机修复不解体,不升温,不变形。修复后的滚筒精度高,结合力超过GB5270-85**标准,达到机型印刷使用标准精度。使用效果和周期超过Dalic、Selectrons及Boeing公司的工艺技术要求。可试机验收。
地 址: 陕西省西安市雁塔区吉祥路118号商务舫318室
网 址: //www.sxdsd.com.cn
邮 箱: webmaster@sxdsd.com.cn
E-mail: mqx_sd@163.com
联系人: 孟 工
电 话: 029-88258564
手 机: 13991959656



