

















| 适用行业 | 通用 |
|---|---|
| 工作台面尺寸 | 760*540 |
| 工作台行程(X*Y) | 500*400 |
| Z轴行程 | 250 |
| 最大切割厚度 | 300(mm) |
| 锥度 | 6 |
| 最大承重 | 320 |
| 主机重量 | 2200 |
| 主机装箱尺寸 | 1960*1620*2160 |
| 最大加工速度 | 300(mm/min) |
| 最大加工电流 | 6(A) |
| 表面粗糙度 | 1.0(um) |
| 最大功耗 | 2.3 |
| 输入电压 | 380 |
| 电极丝直径范围 | 0.1~0.25 |
| 工作台承受重量 | 320 |
| 机床导轨 | 直线导轨 |
| 加工精度 | 0.01 |
| 控制系统 | 98系统 |
| 售后服务 | 6小时及时达维修服务 |
| 最小电极消耗比 1 | 2 |
| 品牌 | 际宇 |
| 型号 | AQ-540T |
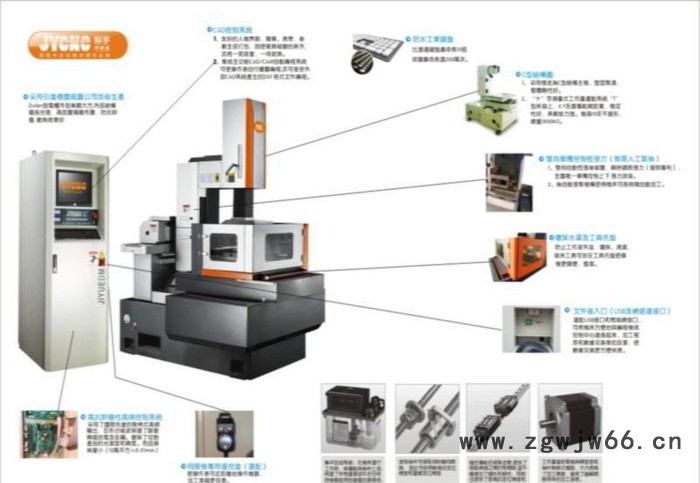
电火花线切割是利用移动的金属丝(钼丝、铜丝或者合金丝)作电极丝,靠电极丝的工作之间的脉冲电火花放电,产生高温使金属熔化或汽化,形成切缝,从而切割出零件的加工方法。下面我们**来说一下电火花线切割机的用途及特点哦。
一,线切割机的用途:
a. 加工模具。
b. 加工具有微细结构的零件。
c. 加工硬质导电材料。
d. 新产品试制。能降低成本,缩短新产品的试制周期。
e. 贵重金属下料。能够减少张切缝消耗,从而降低成本。
二、线切割机加工的特点:
a. 适合小批量、开关复杂零件、单件和试制品的加工,且加工周期短。但因线切割加工的金属去除率低,不适合加工形状简单的大批量零件。
b. 电火花线切割加工中,电极丝与工件不直接接触,两者之间的作用很小,故而工作的变形小,电极丝、夹具不需要太高的强度。
c. 直接利用0.03~0.35毫米金属线作电极,不需要特定形状,可节约电极的设计、制造费用。
d. 不管工件材料硬度如何,只要是导体或半导体材料都可以加工,而且电极丝损耗小,加工精度高。
e. 工作液采用水基乳化液,成本低,不会发生水灾。
f. 利用四轴联动,可加工锥度、上下面异形体等零件。
g. 电火花线切割不能加工不导电的材料。
目前,线切割机床大都采用了微型计算机控制系统,自动化程度很高。给我们的机械业带来很大的发展。





