




















| 材质 | HT200-250 |
|---|---|
| 规格 | 1500*3000MM |
| 精度 | 1-4级 |
| 类型 | 铆焊平板 |
| 品牌 | 建丰 |
| 型号 | JFCL-45 |
| 加工定制 | 是 |
| 工作面硬度 | HB170-240 |

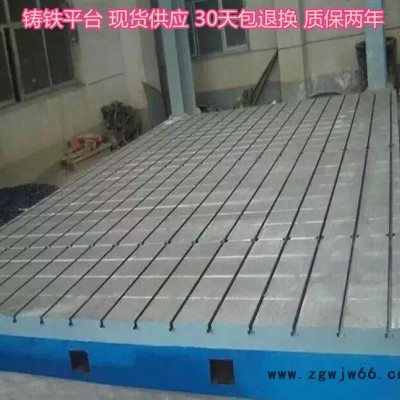
焊接平板焊接平台铸铁焊接平板铸铁焊接平台 平面焊接平板T型槽焊接平板焊接基础平板 焊接基础平台。
还有一种新型焊接平台三维焊接平台,工作台主面和侧面均有工作面,五个工作面上分别安装定位件,也可以分别向五个方向延伸组成更大的基准台面。
焊接平板用途:用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。
焊接平板材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,耐磨性能好。
焊接平板精度:按国家标准计量检定规程执行,分别为1、2、3三个等级。
其他量具品:铸铁平板、基础平板、划线平板、检验平板、铆焊平板、铸铁平板、火工平板、钳工平板、研磨平板、刮痧平板、压沙平板、试验平板、机床工作台(如:落地镗床工作台)、三座标平板、模具垫板、拼装平板(也叫装配平板)。或:铸铁平台、基础平台、划线平台、检验平台、铆焊平台、铸铁平台、火工平台、钳工平台、研磨平台、刮痧平台、压沙平台、试验工作台(如:振动试验工作台简称振动试验台)、机床工作台(如:落地镗床工作台)、三座标平台、模具工作台、拼装平台(也叫装配平台)。
2焊接平台加工常识:编辑 简介焊接平台在生产过程中,会出现重量的偏差。往往焊接平台的设计考虑到铸造误差和机械加工的误差,铸铁平台的重量误差一般不得超过10%,超过10%时,要对焊接平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用。
规格焊接平板规格:(特殊规格根据需方图纸制作。)
| 规格(长×宽) | 精度等级 | |||
| 0级 | 1级 | 2级 | 3级 | |
| 平面度公差 | ||||
| 200×200 | 5 | 10 | 20.5 |
|
| 200×300 | 5.5 | 11 | 22 |
|
| 300×300 | 5.5 | 11 | 22 |
|
| 300×400 | 6 | 12 | 24 |
|
| 400×400 | 6.5 | 12.5 | 25 |
|
| 400×500 | 6.5 | 13 | 26 | 66 |
| 400×600 | 7 | 14 | 27.5 | 70 |
| 500×500 | 6.8 | 14 | 28 | 68 |
| 500×600 | 7 | 14.2 | 28.5 | 71 |
| 500×800 | 8 | 15.5 | 31 | 78 |
| 600×800 | 8 | 16 | 32 | 80 |
| 600×900 | 8.3 | 16.5 | 33 | 83 |
| 1000×750 | 9 | 18 | 36 | 90 |
| 1000×1000 |
| 20 | 40 | 97 |
| 1000×1200 |
| 20.5 | 41 | 103 |
| 1000×1500 |
| 22 | 45 | 112 |
| 1000×2000 |
| 26 | 52 | 130 |
| 1500×2000 |
| 28 | 56 | 140 |
| 1500×3000 |
|
| 70 | 174 |
| 2000×3000 |
|
| 74 | 184 |
| 2000×4000 |
|
| 88 | 219 |
焊接平板的检验方法 1、焊接平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。 2、焊接平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应彻底清除型砂,且表面平整、涂漆牢固,各税边应修钝。 3、T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。 4、焊接平台应经稳定性处理和去磁。 5、焊接平台工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)。 6、焊接平台工作面的硬度应为HB170—220或187—255之间。 7、T型槽主要检定项目 A、材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。 ] 8、精度参数。 3级平板未规定接触斑点要求。1级平板要求接触斑点数在任意25×25mm平面内不少于20点。2级平板要求接触斑点数在任意25×25mm平面内不少于12点。 焊接平台的铸件面板的厚度不易过薄,这是由两个原因造成的: 1.焊接平台的使用方法,焊接平台顾名思义就是在平台的上面进行焊接工作,不可避免的要进行敲打,敲打的力度造成我们不能使用太薄的面板。 2,焊接平台铸件铸造的方法:焊接平台铸件壁厚过薄,在生产铸件时会出现铸件浇不足和冷隔等缺陷。这是因为过薄的壁厚不能保证铸造合金液具有足够的能力充满铸型。通常在一定铸造条件下,每种铸造合金都存在一个能充满铸型的最小壁厚,俗称为该铸造合金的最小壁厚。设计铸件时,应使铸件的设计壁厚不小于最小壁厚。这一最小壁厚与铸造合金液的流动性以及铸件的轮廓尺寸有关。
购物须知:
◆一般情况下买家付款后当天或次日发货,如遇特殊情况,我会及时联系您。遇到节假日需要顺延。各个地方的快递员素质和态度有所不同,快递公司的工作效率以及服务质量良莠不齐,快递如有怠慢之处或人为延误,为第三方因素,出现问题,我会积极协助您处理,请各位买家朋友理解!无论是邮局还是快递公司,都有延迟的可能,如果遇到这种情况请不要着急,联系我帮您查询。
◆请您务必本人签收,并且先验货后再签收,或者当快递送货员的打开验货,如发现商品质量或数量有问题,请拒绝签收,或请快递送货员出具证明,并马上与我联系,我查询核实后将为您做免费的调换或补发,请亲们不必担心,您若一旦签收后再投诉货物短少或有损坏,一概不能受理还望谅解。
◆感谢您光临小店,并真诚希望能与您愉快的完成整个交易。
我珍视您的每一个评价,交易过程中,对于物品、店铺服务或快递公司有任何疑问,请在评价前及时告知,我会尽最大努力去帮您解决问题,希望给您一个最满意的答复。









