



















| 特点 | 精密稳定,耐磨 |
|---|---|
| 包装 | 木质包装箱 |
| 质保期 | 1年 |
| 交货期 | 现货 |
| 工作面精度 | 1级2级 |
| 付款方式 | 货到验收付款 |
| 材质 | ht200 |
| 规格 | 00*300-2000*4000 |
| 适用范围 | 装配,模具维修 |
| 外形尺寸 | 200*300-2000*4000 |
| 是否标准件 | 是 |
| 样品或现货 | 现货 |
| 是否库存 | 是 |
| 是否批发 | 是 |
| 品牌 | 泰昌 |
| 型号 | 标准 |
| 工作台类型 | 钳工工作台 |

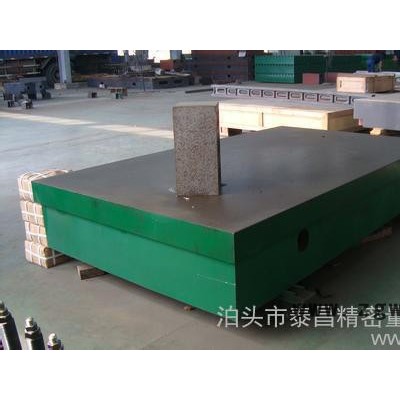
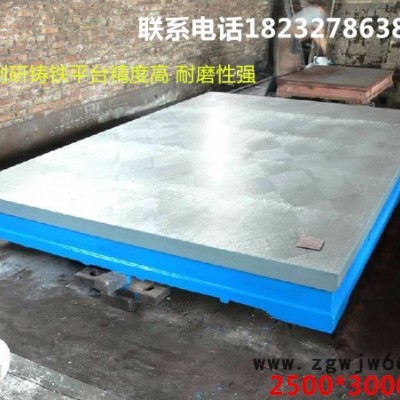
铸铁平台,铸铁钳工工作台是钳工工作的基础平台,工作面采用刮削工艺,具有较好的平面稳定性和韧性,在上面可以加工V形、T形、U形槽和圆孔、长孔等形状工件,钳工可以在上面进行各种动力试验、设备调试等工作,钳工平台表面带有T型槽,可以用来固定实验设备。
铸铁平台材质:高强度铸铁HT200-300。
铸铁装台工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
铸铁平台规格:100*100-3000*6000(特殊规格根据需方图纸制作)。
铸铁平台精度:按**标准计量检定规程执行,分别为00、0、1、2、3五个等级。
铸铁平台技术要求:1、工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。 2、装配平台的铸造表面应清除型砂且平整,涂漆牢固。 3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。 4、装配平台应采用**细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220hb。 5、装配平台工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度ra的**大允许值为5um。 6、平面度公差见表2的规定。 7、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
铸铁平台使用过程中的防锈保护措施:
1、加工车间**好保持恒温、通风、干燥的环境;保持卫生清洁,防止灰尘的产生
2、对机器设备关键部位要做到每天涂刷防锈油
3、对铸铁平台进行定期的检查,保证精度
4、对暂不使用的铸铁平台要保证工作面的清洁、干燥,涂抹防锈油,覆盖防锈纸**用内装干燥剂的密封罩将铸铁平板盖好,防止铸铁平台工作面的损伤。






