




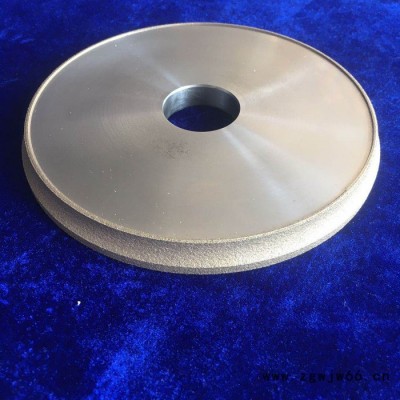
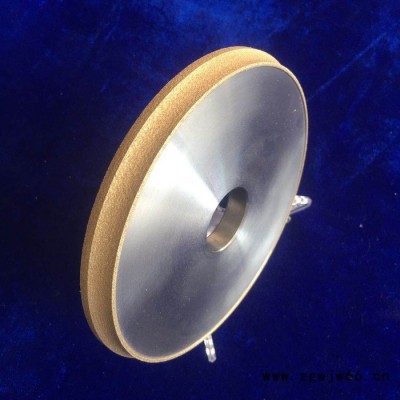






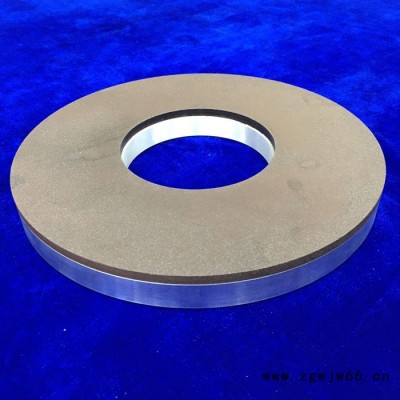


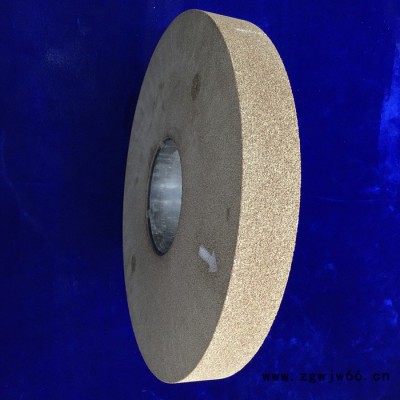




| 材质 | 金刚石 |
|---|---|
| 产地 | 河南郑州 |
| 工艺 | 烧结 |
| 规格 | 120# |
| 厚度 | 30/40/50 |
| 粒度 | 800目 |
| 适用范围 | 打磨合金钨钢 |
| 形状 | 平形砂轮 |
| 适用行业 | 金属加工 |
| 结合剂 | 金属砂轮 |
| 发货期限 | 10天 |
| 品牌 | 科美 |
| 加工定制 | 是 |
15670627751
刀具磨削砂轮的选择
刀具即在金属切削过程中,用来切除工件表面上多余金属层的工具。刀具种类很多,如车刀、铰刀、铣刀、拉刀、插齿刀、剃齿刀、钻头、板牙等。刃磨刀具用砂轮,除保证达到所要求的表面光洁度和几何精度,有锋利的刀刃外,还应使刀面上不出现烧伤和微裂纹现象。
磨削硬质合金多刃刀具外圆时,可将工件转速提高到300~600转/分,这样不仅可提高磨削效率,而且可防止产生裂纹及提高磨削表面光洁度(达V9~11)。
磨钨钛钻类硬质合金时,工件转速可按如下选择:
中100毫米以下,采用600转/分;
b100~200毫米,采用400~450转/分;
中200毫米以上,采用250~300转/分。
砂轮用TL(GC)60#~80*J(R3)~K(R:)V(A)。









 磨不锈钢/弹簧钢, 粗粒度树脂砂轮 不易烧伤工件")
