




















近期有很多朋友在互联网上面寻找浙江舟山合金钻头定制,咨询哪家浙江舟山合金钻头定制比较好,为了方便大家找到更合适的浙江舟山合金钻头定制,给大家推荐锐者精密工具,希望能够帮助到大家。
浙江舟山合金钻头定制简介:
锐者精密工具有限公司是一家专业从事高端精密刀具研发、生产和销售的高新技术企业。公司厂区地理位置优越,交通便利,拥有良好的生产和办公环境。公司率先引进包括瑞士伊瓦格全自动磨削中心、台湾数控机床及铣削加工中心、精密磨床、自动影像测量仪等先进设备,为生产高端精密刀具提供可靠的硬件基础,为增强市场竞争力提供坚实后盾。锐者精密工具有限公司产品主要分为:合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等。产品广泛应用于汽车发动机制造、精密压铸、、光伏等产业领域。产品长期以来受到客户的青睐肯定。术业有专攻。在未来的发展中,锐者精密工具有限公司将继续秉承“为客户创造更大价值”的企业理念,为用户提供更优质的产品和完善的服务,为制造行业的发展做出自己的贡献。
服务地区: 浙江舟山

主营项目:合金钻头
合金钻头产品未来的走向
在工厂时,客人诉苦价格太高时,我说价格高以质量好来回复。并且千万不要认为自己做不了的价格他人也做不了,在你这儿一分钱的货,其他工厂半分钱就可以了。进入合金钻头厂家后,才知道价格才是硬道理,特别是大客人,对价格的考虑肯定是高于对质量的考虑的。以电子厂为例,光是在当地就有大大小小3000多家,客人的挑选境地是非常大的。所以在客人挟制不降价就转单的时分,千万不要认为以他的价钱根柢转不出去。毕竟,合金钻头的走向很重,有必要注重文明与品牌的交融,对现已构成的合金钻头厂家文明加以完善,使文明与品牌相得益彰中既能有机交融,又能互补立异,在安身以人为本,注重精力、运营境地、职业道德培育等文明内在的基本点上,继而建立起积极参与竞赛的强势中心才华。
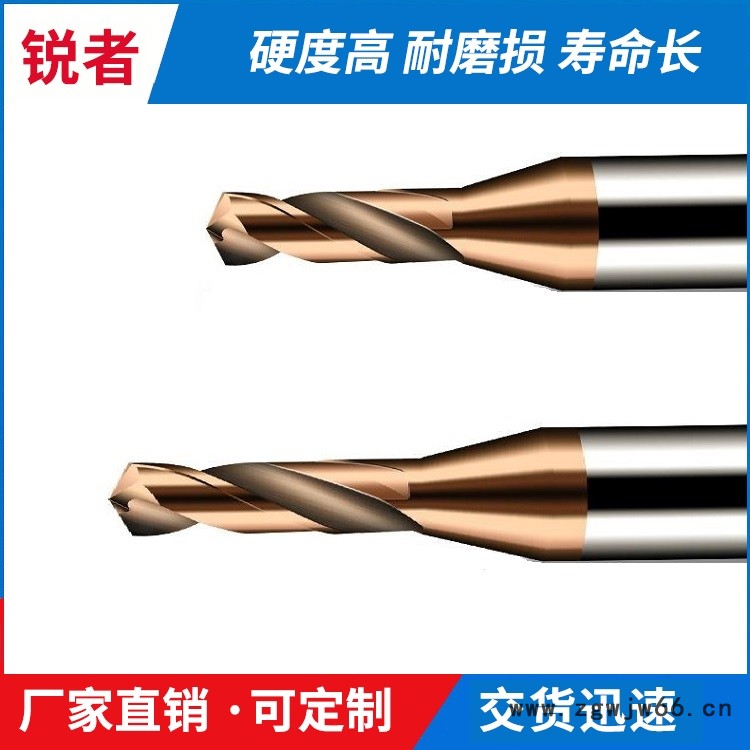
合金钻头有多强,钢板上钻孔分分钟的事!合金钻头一般是指硬质的合金钻头,分为焊接式,全体式,可转位刀片式和可换头式。而硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。 现在市场上的合金钻头广泛为钨钢质料的整体钻头,虽然质料相同,但由于加工工艺的原因,各个品牌的产品质量相差悬殊。进口和国产的合金钻头也不同很大。高品质的合金钻头表面会采用涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。涂层后钻头颜色呈蓝灰色。 涂层过后合金钻头可以用来加工低合金钢、高强度钢。高硬钢能达54HRC。
服务地区: 浙江舟山
合金钻头和直柄麻花钻、中心钻的区别
合金钻头简介:合金钻头是指合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用!?合金钻头通常情况下被认为是一种用于岩心钻探所的钻头。简单来说,在进行岩心钻探所的工作的时候,合金钻头是依靠钻压工艺与自身旋转所产生的冲击载荷破碎岩石的。在整个凿岩钻进过程中,钻头会经常受到高频率的冲击载荷,而且受到扭转、弯曲、拉伸、压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩粉和矿水等工作介质的磨损与腐蚀Zy12。
合金钻头的特点以及用途:1、能够适合较为复杂材质的钻孔,可以选择较高的切削速度。2、精选合金钻头专用的高性能合金刀片,有效减少崩刀,保持良好的耐磨性。3、多层几何切削端刃,提高排泄性能,保持较小的切削阻力。4、除常用的直角柄外,备有多种柄型,适合多种钻机,钻床配用。
那什么又是直柄麻花钻和中心钻呢?接下来先来看看直柄麻花钻。直柄麻花钻简介:直柄麻花钻,品种众多、规格齐全。采用多种基体材质、刀形设计、涂层的组合,满足各种不同材料的加工。直柄麻花钻是应用广的孔加工刀具。通常直径范围为0.25~80毫米。它主要由工作部分和柄部构成。工作部分有两条螺旋形的沟槽,形似麻花,因而得名。麻花钻按其功能的不同,可以分为三部分:1.钻柄钻头上供装夹用的部分,并用以传递钻孔所需的动力(转矩和轴向力)。2.钻颈,位于刀体和钻柄之间的过渡部分。通常用作砂轮退刀用的空刀槽。3.钻体,钻头的工作部分。由切削部分(即钻尖)和导向部分组成。
接着看看中心钻的介绍吧。中心钻是用于轴类等零件端面上的中心孔加工。中心钻的使用说明:1.用户必须根据被加工零件的孔型及直孔尺寸合理选用中心钻的型号。2.被加工工件的硬度在170-200HB之间宜。3.刀具在使用前,必须洗净防锈油脂,以免切屑粘在刀刃上影响切削性能。4.被加工工件表面应平直,不得有砂眼或硬质点,以免刀具受损伤。5.钻孔前的中心钻应达到所需的位置精度。6.切削用量。7.切削液:根据加工对象选择不同的切削液,冷却应充分。8.注意事项:在加工时出现有异常情况应立即停止,查清原因后方可加工;注意刃口的磨损情况及时修复;刀具使用后要清洗上油,妥善保管哦。
我们为客户提供专业服务,欢迎新老客户前来惠顾。









