



















近期有很多朋友在互联网上面寻找江苏淮安市合金钻头定制,咨询哪家江苏淮安市合金钻头定制比较好,为了方便大家找到更合适的江苏淮安市合金钻头定制,给大家推荐锐者精密工具,希望能够帮助到大家。
江苏淮安市合金钻头定制简介:
锐者精密工具有限公司专注于数控刀具生产、设计、应用与研发;公司引进德国、瑞士高精密数控磨床及检测设备,专业生产铣削、钻削、铰削、车削类刀具与非标成型刀具;具体产品有合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等;产品被广泛应用于CNC精密加工,发动机制造业,模具业,,IT制造业等领域;公司在不断创新,积极进取,诚实守信的基础上与多家知名厂家和代理商建立了长期稳定的供货关系,公司本着诚营、互惠互利的原则期待着与您真诚合作共赢。
服务地区: 江苏淮安市

主营项目:合金钻头
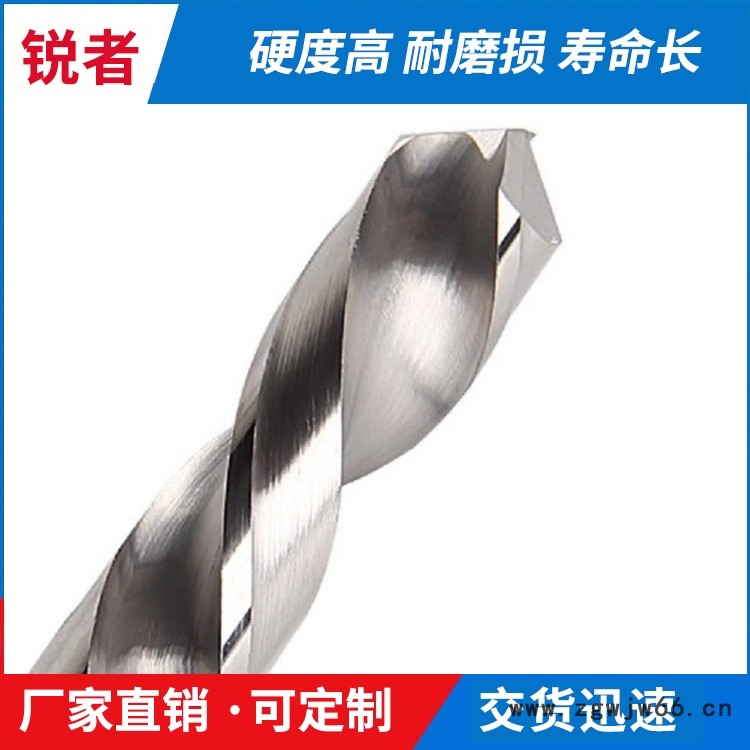
合金钻头的设计细节
根据合金钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。根据合金钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。
(1)钝化处理:制造硬质合金工具时,其主切削刀尖有一定的毛刺。不去除的话刀尖会有缺口,这个缺口在切削时会加剧磨损,严重影响工具的寿命。通过主切削刃钝化,刀尖形成r形圆弧,降低掉块的概率,可以改善孔的表面品质。刀尖强化处理是将合金钻头的刀尖做成小圆弧r,分散切削阻力,消除刀尖和韧带上的细小锯齿,提高刀尖的刚性。目前常用的钝化方法有尼龙刷钝化法、钝化机强化法、悬浮钝化法,比较常用的是研磨机钝化法。钝化机强化法:一次将18根合金钻头安装在钝化机上,在其下桶中加入金刚石磨砂,然后将合金钻头插入金刚石磨砂中,自转公转,几分钟后使钻头刀尖均匀钝化。钝化量的大小与时间有密切的关系,通过严格控制钝化时间可以确保钝化量,控制和提高钻头的寿命。为了避免合金钻头的主切削刃过于锋利,需要对主切削刃进行负倒角。根据加工材料的不同,主切削刃的副倒角略有不同。钢部件负倒角值为0.06-0.08mm,铸铁为0.08-0.10mm,不锈钢为0.02-0.03mm,铝合金为0.01-0.015mm。负倒角钝化量用双镜头五轴测量仪直接测量。
(2)涂层处理:合金钻头刃部涂层处理的影响大,涂层后的耐磨损性增加,孔的表面品质提高,可以良好地改善断屑器和断屑器的排出而使用寿命是5-10倍。
服务地区: 江苏淮安市
合金钻头如何才能物超所值?
由于合金钻头的价格相对较高,所以要正确的方式来使用合金钻头,做到物超所值。那么怎么做才能让合金钻头物超所值呢?1:挑选合适的刀柄侧压刀柄,绷簧夹头,热涨刀柄,液压刀柄等都能够用来做合金钻头的刀柄,但是快换钻不可以使用,因为它的夹头夹紧力弱,会造成合金钻头打滑。2:挑选合适的机床合金钻头能够用在钢性好、功率大的加工中心机床上,而且要确保刀尖跳动频率小于0.02。那些主轴精度较差而且功率较小的机床不适合。3:正确的钻孔工艺a.当合金钻头的交叉孔的时候,进给需要降低为正常的一半或者1/3;b.当合金钻头的入钻外表倾斜角度大于8度或者小于10度时,不可以钻孔。小于8度时,进给需要降低为正常的一半或者1/3;c.当合金钻头的出钻外表倾斜角度大于5度时,进给需要降低为正常的一半或者1/3;d.合金钻头不能进行扩孔。4:正确的冷却方式合金钻头外冷时要达成上下梯次的冷却方向,并且要尽量减小和刀具之间的夹角,合金钻头内冷时要留意冷却液的流量和压力,避免因冷却液泄漏而导致冷却效果差。
合金钻头使用中需要操作规范:合金钻头是比较常用的一种合金刀具,1、在钻头开始工作时,不能够用手接触,避免危险的出现。2、在使用之前,要先查看钻头上面有没有伤痕,如果看到伤痕就不可以用。3、假如工作中钻头突然被卡住,请立马断开机器的电源。4、在操作过程中,要穿上工作服,戴上安全眼镜和安全帽;穿戴的衣服和纱手套不可以是宽松的,避免危险的出现。5、钻头刀刃部分硬度很高,但同时他也很脆,需要细心保护,假如钻头崩刃会对钻孔效果有影响,也可能导致钻头开裂。6、拆换钻头的时候,必须保证机器的电源是断开的。7、为了避免铁屑划伤手,钻孔的时候要用铁钩来去除铁屑。
我们为客户提供专业服务,欢迎新老客户前来惠顾。









