




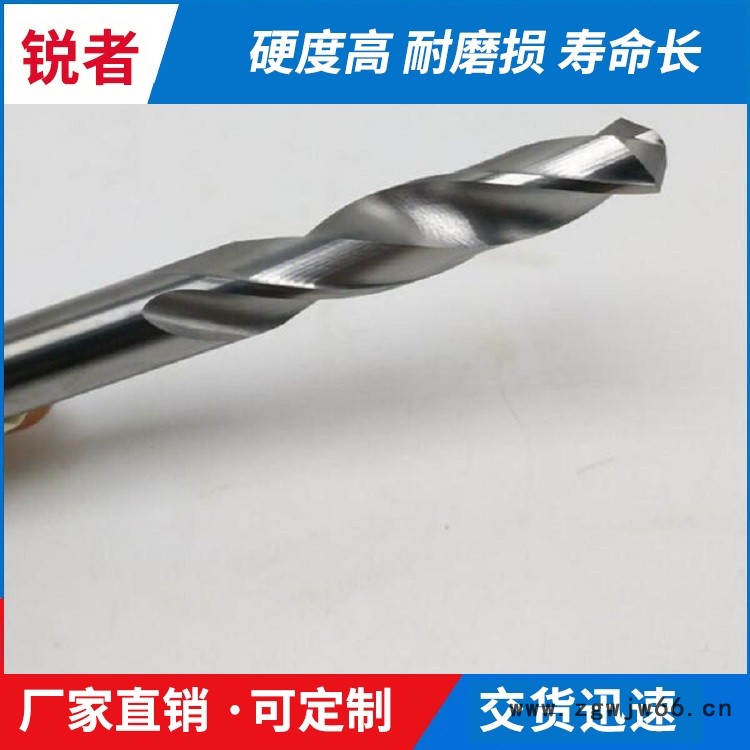
















汕头合金钻头简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

汕头合金钻头优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:合金钻头
合金钻头的拆卸合金钻头的性能
慢慢提起钻头盒,将钻头盒的四条腿放入钻机转盘的四个孔中,根据钻头的规格选择相应的钻头盒芯板,用合金钻头将钻头盒芯板吊入钻头盒,然后将钻头放入钻头盒芯板凸尖对应的钻头盒中,然后将钻头卡入转盘芯中,然后依次拧上钻头连接螺母钻杆。合金钻头的拆卸合金钻头的性能,合金钻头适用于各种钻机钻头的安装和拆卸,方便可靠。1.拆卸钻头。提起钻杆,使合金钻头槽与钻头盒芯板的凸尖相对应,将钻头夹在钻头盒内,依次收回钻杆和钻头。2.安装钻头。慢慢提起钻头盒,将钻头盒的四条腿放入钻机转盘的四个孔中,根据钻头的规格选择相应的钻头盒芯板,用合金钻头将钻头盒芯板吊入钻头盒,然后将钻头放入钻头盒芯板凸尖对应的钻头盒中,然后将钻头卡入转盘芯中,然后依次拧上钻头连接螺母钻杆。金刚石的特点是高硬度。每个碳原子与相邻的四个原子形成共价键,由碳原子的四价电子按四面体结构键合,从而形成的金刚石结构,由于多晶金刚石的结构是不同取向的细晶金刚石烧结体,其硬度和耐磨性仍低于单晶金刚石。合金钻头通过WOB和自转产生的单刃铣刀冲击载荷破碎岩石。在凿岩中,钻头受到高频冲击载荷、扭转、弯曲、拉伸、压缩等复杂应力,在高速旋转碰撞的环境中受到岩石、岩粉、矿泉水等工作介质的磨损和腐蚀。使用的合金钻头多为三牙轮钻头,合金钻头可以充分利用空间,使钻进平稳,轴向压缩和冲击载荷分布范围大且均匀。合金钻头用硬质合金齿的尺寸和形状需要适合岩石的特性,要求耐磨性好,强度高,不易破碎和折断。
服务地区:汕头
合金钻头孔加工中遇到的问题和解决方法
合金钻头是我们孔加工刀具中的很常见的一种钻头,其材料选的是硬质合金,专门用来针对高硬度原才料进行加工。合金钻头孔加工呈现的问题及解决方案。点、孔径过大:1、合金钻头装夹欠好,主轴自身跳动量过大(选用质量好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。第二点、孔径一致性欠安:1、进给速度过大(下降进给速度)。2、切削液供应不充足(改动切削液供应办法,添加流量)。第三点、孔方位度欠好,中心距离一致性差:1、吃刀时发生误差(进步刀具与机床的刚性,进步工件与夹具的刚性,选用吃刀性好的钻型,查看吃刀面的水平度)。2、机床精度丢失(查看机床精度)。3、合金钻头定心作用欠好,横刃偏疼(从头刃磨,刃磨后精度查看)第四点、孔直线度,笔直度欠好:1、刀具磨损过大(从头刃磨)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。3、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。4、被切削平面不平(查看预加工面的水平度)。第五点、孔圆度欠好:1、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。2、合金钻头装夹欠好,主轴自身跳动过大,工件装夹不结实(选用质量好的刀柄及夹具,每次装夹钻头时细心丈量与调整,校对主轴,保证工件装夹的一致性)。3、后角过大(从头刃磨)。4、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。
你知道如何正确使用合金钻头吗?
你知道如何正确使用合金钻头吗?1、选择正确的机床合金钻头可应用于数控机床,加工中心等功率大、钢性好的机床,并且应保证刀尖跳动TIR<0.02。而摇臂钻,铣等机床由于功率较小,主轴精度差,容易导致合金钻头的早期崩损,应尽量避免。 2、选择正确的刀柄弹簧夹头,侧压刀柄,液压刀柄,热涨刀柄等都可使用,但由于快换钻夹头夹紧力不够容易导致钻头打滑而失效,应杜绝使用。3、正确的冷却(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀具的夹角。(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。4、正确的钻孔工艺(1)当入钻表面倾角>8-10°时,不可钻。8-10°时,进给应减至正常的1/2-1/3;(2)当出钻表面倾角>5°时,进给应减至正常的1/2-1/3;(3)当钻交叉孔(正交孔或斜交孔)时,进给应减至正常的1/2-1/3;(4)2刃钻头不得扩孔。









