



















西安合金钻头定制 厂家直销简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

西安合金钻头定制 厂家直销优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:合金钻头
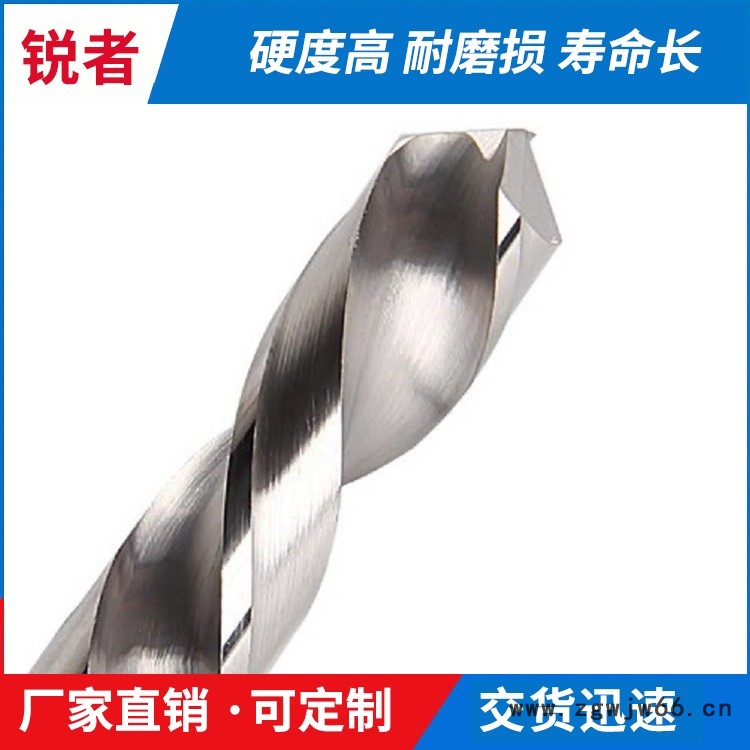
合金钻头的设计细节
根据合金钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。根据合金钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。
(1)钝化处理:制造硬质合金工具时,其主切削刀尖有一定的毛刺。不去除的话刀尖会有缺口,这个缺口在切削时会加剧磨损,严重影响工具的寿命。通过主切削刃钝化,刀尖形成r形圆弧,降低掉块的概率,可以改善孔的表面品质。刀尖强化处理是将合金钻头的刀尖做成小圆弧r,分散切削阻力,消除刀尖和韧带上的细小锯齿,提高刀尖的刚性。目前常用的钝化方法有尼龙刷钝化法、钝化机强化法、悬浮钝化法,比较常用的是研磨机钝化法。钝化机强化法:一次将18根合金钻头安装在钝化机上,在其下桶中加入金刚石磨砂,然后将合金钻头插入金刚石磨砂中,自转公转,几分钟后使钻头刀尖均匀钝化。钝化量的大小与时间有密切的关系,通过严格控制钝化时间可以确保钝化量,控制和提高钻头的寿命。为了避免合金钻头的主切削刃过于锋利,需要对主切削刃进行负倒角。根据加工材料的不同,主切削刃的副倒角略有不同。钢部件负倒角值为0.06-0.08mm,铸铁为0.08-0.10mm,不锈钢为0.02-0.03mm,铝合金为0.01-0.015mm。负倒角钝化量用双镜头五轴测量仪直接测量。
(2)涂层处理:合金钻头刃部涂层处理的影响大,涂层后的耐磨损性增加,孔的表面品质提高,可以良好地改善断屑器和断屑器的排出而使用寿命是5-10倍。
服务地区:西安
选用合金钻头必须考虑的因素
一、加工精度:挑选合金钻头的时候,优先要考虑钻削加工尺寸的具体精度要求。通常来讲,被加工的孔径越小,它的公差也就会越小。所以,钻头厂家会依照被加工孔的直径的尺寸对钻头分类。在四种类型的合金钻头中,整体合金钻头的加工精度更高(φ10mm整体合金钻头的公差范围为0~0.03mm),所以它是加工高精度孔的更好选择;焊接式合金钻头和可更换硬质合金齿冠钻头的公差范围为0~0.07mm,适用于一般精度要求的孔加工;安装硬质合金可转位刀片的钻头比较适合重载粗加工,虽然它的加工成本通常低于其它几种钻?头,但其加工精度也比较低,公差范围为0~0.3mm(取决于钻头的长径比),因此它一般?用于精度要求不高的孔加工或者通过换装镗刀片完成孔的精加工。
二、、排屑与冷却液:排屑是钻削加工中不容忽视的问题。事实上,钻削加工中遇到多的问题就是排屑不畅(加工低碳钢工件时尤其如此),且无论使用何种钻头均无法回避这一问题。加工车间经常采用?外部注入冷却液的方式辅助排屑,但这种方法只有在被加工孔深小于孔径以及减小切削参数的情况下才有效。此外,必须选用与钻头直径相匹配、合适的冷却液种类、流量和压力。对于没有安装主轴内冷却系统的机床,则应使用冷却液导管。被加工的孔越深,排屑就越困难,需要的冷却液压力也越大,因此应保证钻头制造商推荐的冷却液流量,如冷却液流量不足,则需要减小加工进给量。
四、每孔加工成本:生产率或每孔加工成本是影响钻孔加工重要的因素。为提高生产率,钻头制造商正致力于研究可集成多种操作工序的加工方法,并开发可实现高进给、高转速加工的钻削刀具。开发的可更换硬质合金齿冠钻头具有优异的加工经济性。钻头磨损后,用户不必更换整个钻体,只需更换硬质合金齿冠即可,其购买费用只相当于焊接式或整体合金钻头重磨一次的费用。硬质合金齿冠更换容易且重复性精度极高,加工车间可用一支钻体配备多个齿冠,以加工不同孔径尺寸的孔。这种模块化的钻削系统可减少直径12~20mm钻头的编目费用,同时还可节省对焊接式或整体合金钻头进行重磨时需要的备份刀具费用。在考虑每孔加工成本时,还应将钻头的总寿命计算在内。一般来说,一支整体合金钻头只能重磨7~10次,一支焊接式合金钻头只能重磨3~4次,而可更换硬质合金齿冠钻头在加工钢料时,其钢制钻体至少可更换齿冠20~30次。由于焊接式或整体合金钻头需要重磨,为避免刀具发生破损,车间在使用这种钻头时倾向于采用较低的切削参数,因此也会影响钻削生产率。而可更换硬质合金齿冠钻头不需重磨?,工厂在加工时可采用更大的进给量和切削速度而不必担心齿冠破损。在许多情况下,由于焊接式或整体合金钻头重磨后的切削刃形状和刃口处理状态与新钻头难以完全吻合,因此其切削性能也与新钻头存在一定差异。此外,如重磨过程中对切削刃处理不当,可能使刃口容易破损、钻削扭矩和钻削力加大、切削热增加,从而导致钻头寿命减少。新型可更换硬质合金齿冠钻头的工作寿命则更为稳定一致。
说说合金钻头有哪些特殊性能
合金钻头是靠钻压和自身旋转产生的冲击载荷破碎岩石的。在凿岩钻进中,钻头经受高频率的冲击载荷,且受到扭转、弯曲、拉伸、压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩粉和矿水等工作介质的磨损与腐蚀。使用的牙轮钻头,多为三牙轮钻头。这种钻头的特点是:轴压和冲击载荷分布范围较大且均匀,并能充分利用有效空间,钻进平稳。牙轮钻头用硬质合金齿的尺寸和形状必须适用于岩石的特性,要求耐磨性好,强度高,不易碎裂和折断。牙轮钻头使用的硬质合金齿主要有:球形齿,锥球齿,楔形齿,边楔齿和用于轮背与爪尖的平顶齿等。一般地,钻进极坚硬岩层的牙轮钻头主要使用球形齿,钻压为892~1339MPa,转速为50~80r/min;钻进硬和中硬岩层用的牙轮钻头使用锥球齿,钻压为714~1071MPa,转速为60~100r/min;钻进软和中软岩层的牙轮钻头则使用楔形齿或边楔齿,钻压为535~803MPa,转速为80~120r/min.









