



















安康合金钻头定制 厂家直销简介:
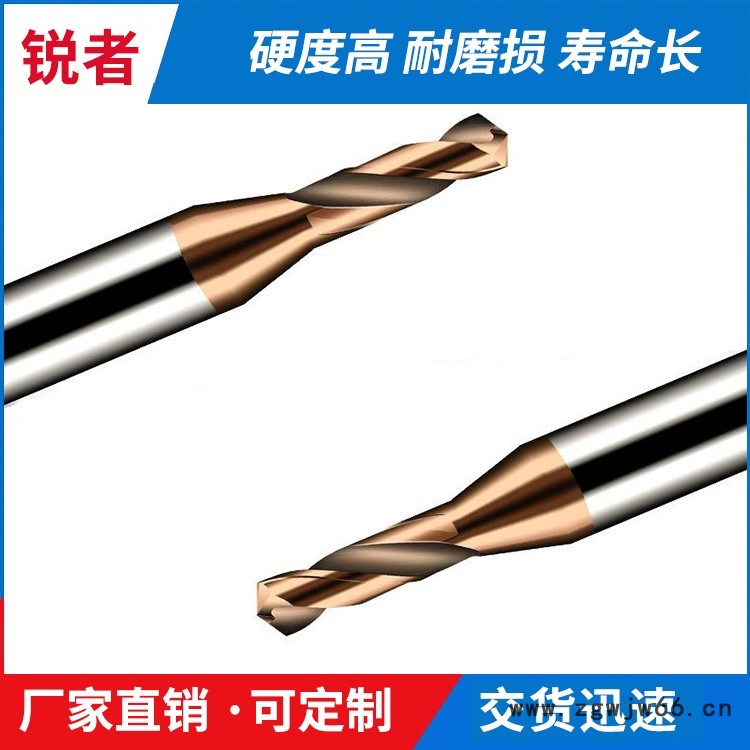
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

安康合金钻头定制 厂家直销优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:合金钻头
选择合金钻头时,应考虑钻孔的尺寸精度要求。一般来说,加工孔径越小,公差越小。因此,合金钻头制造商通常根据待加工孔的公称直径对钻头进行分类。以上四种合金钻头中,整体合金钻头的加工精度高(φ10mm整体合金钻头的公差范围为0~0.03mm),是加工高精度孔的选择;焊接合金钻头或可更换硬质合金牙冠钻头的公差范围为0~0.07mm,更适合一般精度要求的孔加工。人们一直认为钻孔在低进给速度和切削速度下进行,这在使用普通钻头的加工条件下曾经是正确的。如今,随着合金钻头的出现,钻孔的概念发生了变化。事实上,选择合适的合金钻头可以大大提高钻孔生产率,降低单孔加工成本。合金钻头分为四种基本类型:整体合金钻头、硬质合金可转位刀片、焊接合金钻头和可更换硬质合金牙冠钻头。
服务地区:安康
合金钻头如何制作
合金钻头有四种具体类型:整体合金钻头、硬质合金可转位刀片钻头、焊接式合金钻头和可转化硬质合金齿冠钻头。每种钻头都具有适宜特定加工前提的利益。(1)整体合金钻头(2)硬质合金可转位刀片钻头安装硬质合金可转位刀片的钻头可加工孔径规划很广,加工深度规划为2D~5D(D为孔径),可应用于车床和其它扭转加工机床。(3)焊接式合金钻头焊接式合金钻头是在钢制钻体上平稳焊接一个硬质合金齿冠制成。这种钻头选用自定心几何刃型,切削力小,对年夜年夜都工件资料均可完成精采的切屑控制,加工出的孔概略光洁度好,标准精度和定位精度都很高,不必再进行后续精加工。该钻头选用内冷却编制,可用于加工中心、CNC车床或其它高刚性、高转速机床。(4)可转化硬质合金齿冠钻头可转化硬质合金齿冠钻头是新一代钻削刀具。它由钢制钻体和可转化的整体硬质合金齿冠组合而成,与焊接式合金钻头比照,其加工精度八两半斤,但因为齿冠可转化,是以可降低加工成本,进步钻削出产率。这种钻头可获得切确的孔径标准增量并具有自定心功能,是以孔径加工精度很高。钻体与硬质合金齿冠之间选用周详磨制的互锁V形槽毗邻组织相互锁紧,可确保钻头组合体具有与焊接式合金钻头不异的标准精度和整体刚性。一起,这种锁紧组织只有独一的切确合作方位,使齿冠易于安装到与之匹配的拉杆上,从而可确保转化齿冠时的再三定位精度。当经由进程锁紧螺钉拉紧拉杆时,齿冠/钻体组合体相互平稳锁紧,其毗邻刚度足以胜任猛进给、高转速的横跨产率孔加工要求。选用行进长辈的打针成型工艺制造的硬质合金齿冠具有极高的质料均匀性,使齿冠具有均匀的强度和统一的热变形机能。可供给三种特定几何刃型的CrownLoc钻头:种是具有惯例的刃口钝化半径、刃带宽度和倒锥角的通用几何刃型,适宜加工年夜年夜都类型的钢资料;第二种是具有较宽刃带和倒棱的几何刃型,适宜加工铸铁资料;第三种几何刃型可减少切削热和加工硬化,适宜加工不锈钢和超级合金资料。
如何提高合金钻头的硬度和耐磨性?
钻头是一种工具,用于在实体材料中挖掘通孔或盲孔,印刷基板的钻头用钻头一般使用硬质合金,因为环氧玻璃布被复铜箔板刀具磨损特别快。合金钻头是以碳化钨粉末为基体,以钴粉为粘结剂加压烧结而成。钻头是一种工具,用于在实体材料中挖掘通孔或盲孔,印刷基板的钻头用钻头一般使用硬质合金,因为环氧玻璃布被复铜箔板刀具磨损特别快。合金钻头是以碳化钨粉末为基体,以钴粉为粘结剂加压烧结而成。在机械加工中,孔加工约占其加工总量的1/5,其中钻头约占整个孔加工的三成以上。与以往的HSS麻花钻相比,现在合金钻头以其高速性、长寿命、高精度等优势不断受到越来越多的客户青睐。常见的合金钻头主要有四种:整体合金钻头、硬质合金镶钻、焊接式合金钻头、可更换的片式合金钻头,每种合金钻头在特定场合应用都各有其优点。合金钻头的硬度高,所以在实际使用过程中非常耐磨,有一定的强度,适合高速切削,但韧性差、整体呈脆性却也是其不能逃避的缺点。为了改善合金钻头的性能,在碳化基体上化学气相生长5~7微米的特硬化碳化钛(TIC)或氮化钛(TIN)利用离子注入技术,将钛、氮、碳注入到其基体的一定深度,不仅可以提高硬度和强度,还可以在钻头再研磨时使这些注入成分内转。另外,在合金钻头的顶部用物理方法生成金刚石膜,可以大幅度提高钻头的硬度和耐磨性。合金钻头的硬度和强度不仅与碳化钨和钴的配合比有关,也与粉末的粒子有关。超细粒子合金钻头碳化钨相晶粒的平均尺寸为1微米以下,这种钻头不仅硬度高,而且抗压和弯曲强度也提高了。









