



















泉州合金钻头定制 厂家直销简介:
锐者精密工具有限公司是业界颇具口碑的非标刀具供应商,同时也是非标刀具解决方案和专业加工技术的提供者,在非标刀具行业中颇具影响力和知名度。通过多年来公司全体同仁自上而下的不懈奋斗,公司集专业生产、开发设计、市场销售与客户服务为一体;产品线涵盖全部种类传统非标刀具(钻、铰、铣、成型)、合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具等。 公司一直秉承“自主研发、持续创新”的发展战略,多年的数控刀具定制生产经验.让您的复合孔成型加工不再有难题!质量保证,使用无忧!

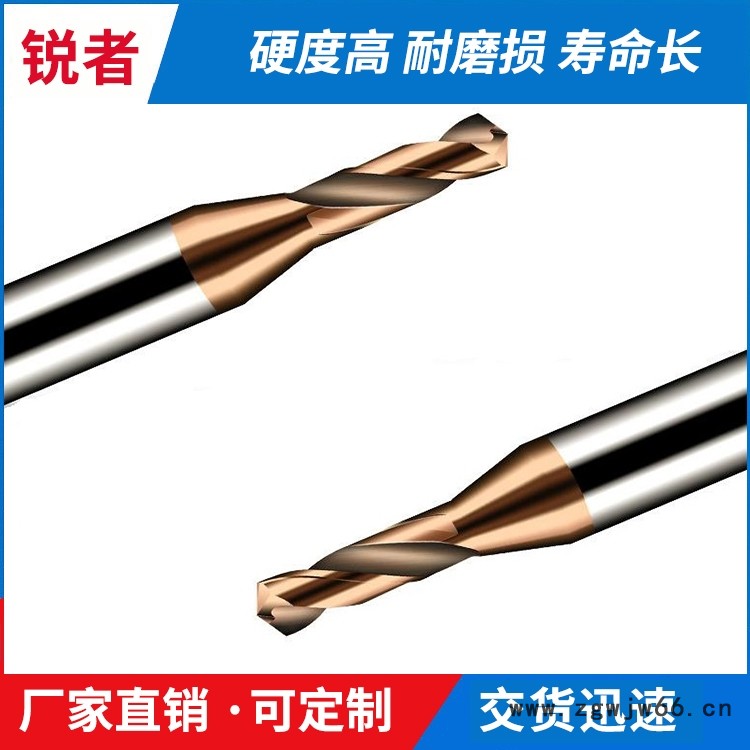
锐者公司根据客户机加工成型孔钻削需求,针对性的根据工件采用高性能材料,定制各种规格的复合台阶钻头,钻头分为螺旋刃和直槽刃设计 。并根据产品加工需求刃数可以分为单刃及多刃等,锐者工具公司生产的阶梯钻更能方便客户的台阶孔实现一次数控阶梯孔成型加工。
服务地区: 泉州
铣刀和钻头的区别在哪?
大多数人对铣刀的使用方法不是很清楚,那么什么是铣刀呢?它和钻头之间又有哪些不同?铣刀是用侧边切削金属的,所以它的刀刃部分在刀具的侧边。钻头是上下运动的,所以它的刀刃部分在刀具的前面。 铣刀顶部是平的,并且有刀刃,而钻头顶部是锥型的,没有刀刃。立铣刀的切削刃通常多余3条,顶部也有刃口,但是长度相对比较短,并且两端有中心孔。麻花钻的刀刃比较长,切削刃只有两条,表面一般会做蒸汽处理。键槽铣刀外形和麻花钻很像,但是很短,而且螺旋角角度比钻头还要小。
怎么对合金铣刀进行维护?合金铣刀的维护工作做的好可以增加刀具的使用年限,提升工作效率。当发生工件边际线与合金铣刀轴心线相重合或者靠的很近时,情况就比较严重,操作人员需要做好维护措施。那么合金铣刀怎么进行维护呢?1.尽可能减小主轴上刀具得悬伸量,尽量将工件位置与铣刀轴线对冲击载荷产生的影响降到更低。2.只在必须使用切削液的时候使用。3.保证刀片的进给量,使切屑时能起到合理的切削作用,降低刀具磨损程度。选择正确的刀片,如可转位正前角槽形刀片,平稳切削,降低功率。4.铣刀放在正确的位置。5.查看机床的刚度和功率,要确保铣刀可以在机床上正常运用。6.选择合适的主偏角。7.选择合适的铣刀齿距,来保证在切削过程中不会有很多刀片和工件啮合而引发振荡,同时,在铣削某些特定工件时要保证有充足数量的刀片和工件啮合。8.选择与工件宽度相适应的铣刀。9.遵从刀具保养和修理准则,并经常关注刀具的磨损程度。
主营项目:合金钻头
服务地区: 泉州
合金钻头的设计细节
根据合金钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。根据合金钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。
(1)钝化处理:制造硬质合金工具时,其主切削刀尖有一定的毛刺。不去除的话刀尖会有缺口,这个缺口在切削时会加剧磨损,严重影响工具的寿命。通过主切削刃钝化,刀尖形成r形圆弧,降低掉块的概率,可以改善孔的表面品质。刀尖强化处理是将合金钻头的刀尖做成小圆弧r,分散切削阻力,消除刀尖和韧带上的细小锯齿,提高刀尖的刚性。目前常用的钝化方法有尼龙刷钝化法、钝化机强化法、悬浮钝化法,比较常用的是研磨机钝化法。钝化机强化法:一次将18根合金钻头安装在钝化机上,在其下桶中加入金刚石磨砂,然后将合金钻头插入金刚石磨砂中,自转公转,几分钟后使钻头刀尖均匀钝化。钝化量的大小与时间有密切的关系,通过严格控制钝化时间可以确保钝化量,控制和提高钻头的寿命。为了避免合金钻头的主切削刃过于锋利,需要对主切削刃进行负倒角。根据加工材料的不同,主切削刃的副倒角略有不同。钢部件负倒角值为0.06-0.08mm,铸铁为0.08-0.10mm,不锈钢为0.02-0.03mm,铝合金为0.01-0.015mm。负倒角钝化量用双镜头五轴测量仪直接测量。
(2)涂层处理:合金钻头刃部涂层处理的影响大,涂层后的耐磨损性增加,孔的表面品质提高,可以良好地改善断屑器和断屑器的排出而使用寿命是5-10倍。









