



















阜阳合金钻头定做 厂家直销简介:
锐者精密工具有限公司是一家专业从事高端精密刀具研发、生产和销售的高新技术企业。公司厂区地理位置优越,交通便利,拥有良好的生产和办公环境。公司率先引进包括瑞士伊瓦格全自动磨削中心、台湾数控机床及铣削加工中心、精密磨床、自动影像测量仪等先进设备,为生产高端精密刀具提供可靠的硬件基础,为增强市场竞争力提供坚实后盾。锐者精密工具有限公司产品主要分为:合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等。产品广泛应用于汽车发动机制造、精密压铸、、光伏等产业领域。产品长期以来受到客户的青睐肯定。术业有专攻。在未来的发展中,锐者精密工具有限公司将继续秉承“为客户创造更大价值”的企业理念,为用户提供更优质的产品和完善的服务,为制造行业的发展做出自己的贡献。

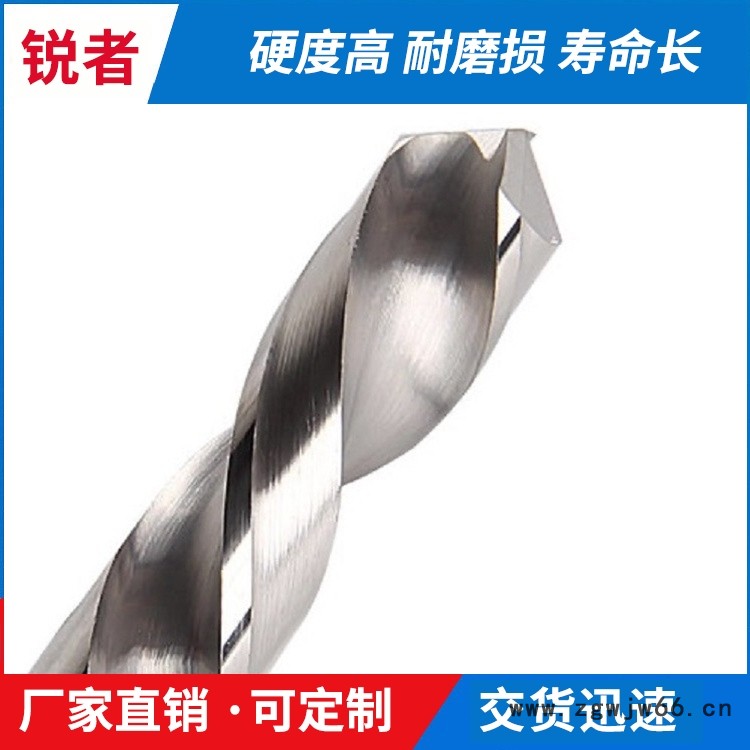
锐者公司根据客户机加工成型孔钻削需求,针对性的根据工件采用高性能材料,定制各种规格的复合台阶钻头,钻头分为螺旋刃和直槽刃设计 。并根据产品加工需求刃数可以分为单刃及多刃等,锐者工具公司生产的阶梯钻更能方便客户的台阶孔实现一次数控阶梯孔成型加工。
服务地区: 阜阳
你知道如何正确使用合金钻头吗?
你知道如何正确使用合金钻头吗?1、选择正确的机床合金钻头可应用于数控机床,加工中心等功率大、钢性好的机床,并且应保证刀尖跳动TIR<0.02。而摇臂钻,铣等机床由于功率较小,主轴精度差,容易导致合金钻头的早期崩损,应尽量避免。 2、选择正确的刀柄弹簧夹头,侧压刀柄,液压刀柄,热涨刀柄等都可使用,但由于快换钻夹头夹紧力不够容易导致钻头打滑而失效,应杜绝使用。3、正确的冷却(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀具的夹角。(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。4、正确的钻孔工艺(1)当入钻表面倾角>8-10°时,不可钻。8-10°时,进给应减至正常的1/2-1/3;(2)当出钻表面倾角>5°时,进给应减至正常的1/2-1/3;(3)当钻交叉孔(正交孔或斜交孔)时,进给应减至正常的1/2-1/3;(4)2刃钻头不得扩孔。
主营项目:合金钻头
服务地区: 阜阳
合金钻头的设计细节
根据合金钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。根据合金钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。
(1)钝化处理:制造硬质合金工具时,其主切削刀尖有一定的毛刺。不去除的话刀尖会有缺口,这个缺口在切削时会加剧磨损,严重影响工具的寿命。通过主切削刃钝化,刀尖形成r形圆弧,降低掉块的概率,可以改善孔的表面品质。刀尖强化处理是将合金钻头的刀尖做成小圆弧r,分散切削阻力,消除刀尖和韧带上的细小锯齿,提高刀尖的刚性。目前常用的钝化方法有尼龙刷钝化法、钝化机强化法、悬浮钝化法,比较常用的是研磨机钝化法。钝化机强化法:一次将18根合金钻头安装在钝化机上,在其下桶中加入金刚石磨砂,然后将合金钻头插入金刚石磨砂中,自转公转,几分钟后使钻头刀尖均匀钝化。钝化量的大小与时间有密切的关系,通过严格控制钝化时间可以确保钝化量,控制和提高钻头的寿命。为了避免合金钻头的主切削刃过于锋利,需要对主切削刃进行负倒角。根据加工材料的不同,主切削刃的副倒角略有不同。钢部件负倒角值为0.06-0.08mm,铸铁为0.08-0.10mm,不锈钢为0.02-0.03mm,铝合金为0.01-0.015mm。负倒角钝化量用双镜头五轴测量仪直接测量。
(2)涂层处理:合金钻头刃部涂层处理的影响大,涂层后的耐磨损性增加,孔的表面品质提高,可以良好地改善断屑器和断屑器的排出而使用寿命是5-10倍。









