



















松原合金钻头定做 厂家直销简介:
锐者精密工具有限公司专注于数控刀具生产、设计、应用与研发;公司引进德国、瑞士高精密数控磨床及检测设备,专业生产铣削、钻削、铰削、车削类刀具与非标成型刀具;具体产品有合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等;产品被广泛应用于CNC精密加工,发动机制造业,模具业,,IT制造业等领域;公司在不断创新,积极进取,诚实守信的基础上与多家知名厂家和代理商建立了长期稳定的供货关系,公司本着诚营、互惠互利的原则期待着与您真诚合作共赢。

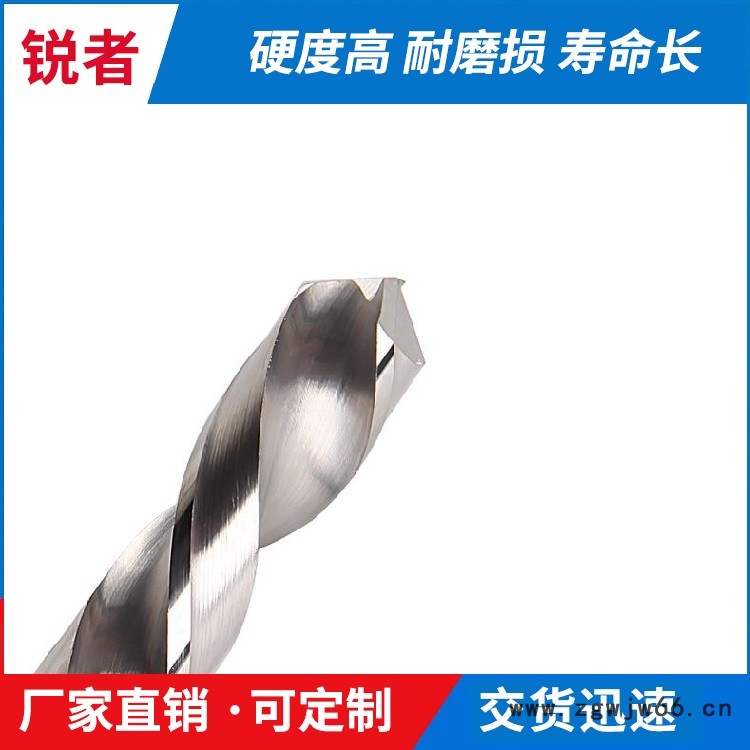
锐者公司根据客户机加工成型孔钻削需求,针对性的根据工件采用高性能材料,定制各种规格的复合台阶钻头,钻头分为螺旋刃和直槽刃设计 。并根据产品加工需求刃数可以分为单刃及多刃等,锐者工具公司生产的阶梯钻更能方便客户的台阶孔实现一次数控阶梯孔成型加工。
服务地区: 松原
选择合金钻头应考虑的因素
我们再选择合金钻头需要注意什么呢?合金钻头:1.加工精度:选择合金钻头时,应考虑钻孔的尺寸精度要求。一般来说,加工孔径越小,公差越小。因此,合金钻头制造商通常根据待加工孔的公称直径对钻头进行分类。以上四种合金钻头中,整体合金钻头的加工精度高(φ10mm整体合金钻头的公差范围为0~0.03mm),是加工高精度孔的选择;焊接合金钻头或可更换硬质合金牙冠钻头的公差范围为0~0.07mm,更适合一般精度要求的孔加工。合金钻头可转位钻头更适合重型粗加工。虽然其加工成本通常低于其他钻头,但加工精度相对较低,公差范围为0~0.3毫米(取决于钻头的长径比)。因此,一般用于精度要求较低的孔加工,或更换镗刀进行孔加工。
2.加工稳定性:选择合金钻头时,除了钻孔精度要求外,还应考虑加工机床的稳定性。机床的稳定性对钻头的安全使用寿命和钻孔精度至关重要,因此需要仔细检查机床主轴、夹具和附件的工作状态。焊接合金钻头和可更换硬质合金冠钻头是由两个对称切削刃组成的自定心几何刃。这种高稳定性的切削刃设计使得在切入工件时无需降低进给速度,除非钻头倾斜安装并以一定角度切入工件表面。
3.废料清除和冷却液:排屑是钻孔中的一个重要问题。其实钻孔遇到的常见的问题就是排屑不畅(特别是加工低碳钢工件的时候),无论用什么样的合金钻头都无法避免这个问题。加工车间通常使用外部注射冷却剂来辅助排屑,但这种方法只有在加工孔的深度小于孔直径且切削参数减小时才有效。此外,选择合适的冷却剂类型、流速和压力,以匹配钻头直径。对于主轴上没有配备冷却系统的机床,应使用冷却液管。加工的孔越深,排屑越困难,需要的冷却液压力越大。因此,应确保合金钻头制造商推荐的冷却液流量。如果冷却液流量不足,应降低加工进给速度。
4.每孔加工成本:生产率或每孔加工成本是影响钻孔的重要因素。为了提高生产率,合金钻头制造商正在努力研究能够集成各种操作程序的加工方法,并开发能够实现AG进给和高速加工的钻具。
新开发的可更换硬质合金冠钻头具有良好的加工经济性。合金钻头磨损后,用户不需要更换整个钻头体,只需要更换硬质合金牙冠,购买成本仅相当于焊接或整体合金钻头再磨一次的成本。硬质合金牙冠易于更换,重复性精度高。一个钻体可以在加工车间配备多个牙冠,加工不同孔径的孔。这种模块化钻孔系统可以降低直径为12~20毫米的钻头的编目成本,并节省焊接或整体合金钻头再磨的备用工具成本。
主营项目:合金钻头
服务地区: 松原
合金钻头在生活中的运用
合金钻头主要用于各种钻机钻头的拆装,拆装安全方便,还能够在岩石或者工件上面进行钻孔。在铸铁、铸铜的过程中会有很多细小粉末材料产生,能够选择用压缩空气的方法来代替冷却液排屑。合金钻头可以分为4种:硬质合金可转位刀片钻头、整体合金钻头、可替换硬质合金齿冠钻头和焊接式合金钻头。品种不同是为了满足不同的加工条件。整体合金钻头:通常会选择细颗粒的硬质合金作为原料加工制作,为了增加刀具的使用年限,还会对刀具进行涂层处理。
合金铣刀的使用特性:合金铣刀有哪些特性呢,下面为大家简单介绍几点。1、多刃切削,合金铣刀的切削刃的较长,因此对刀具的出产率和耐用性有好处,除此之外还有很多优点。但是有两个注意点:一是要留有足够的刀齿容屑空间,否则会对刀齿有损,二是刀齿容易呈现径向跳动的现象,这会导致刀齿负荷不均匀,磨损程度不均匀,会影响到刀具表面的质量。2、相比于切削,铣削的时候每个刀齿都在工作,特别是端铣,铣削时候的波动很大,因而无法避免震动的产生。刀具频率如果和机床的固有频率一样或者是几倍时,这时候震动是比较严重的。3、出产率高,铣削时合金连续转动,而且较高的铣削速度也可以接受,因而会有较高的出产率。4、铣削方法不同,想要提高刀具的出产率和耐用性,能够采取不一样的铣削方法,比方说顺铣和逆铣,还有不对称铣和对称铣。









