



















近期有很多朋友在互联网上面寻找肇庆合金钻头定做 厂家直销,咨询哪家肇庆合金钻头定做 厂家直销比较好,为了方便大家找到更合适的肇庆合金钻头定做 厂家直销,给大家推荐锐者精密工具,希望能够帮助到大家。
肇庆合金钻头定做 厂家直销简介:
锐者精密工具有限公司专注于数控刀具生产、设计、应用与研发;公司引进德国、瑞士高精密数控磨床及检测设备,专业生产铣削、钻削、铰削、车削类刀具与非标成型刀具;具体产品有合金内冷钻头、合金铣刀、合金钻头、 合金麻花钻头、 合金台阶钻头、合金铰刀、 合金螺旋铰刀、 锥度铰刀、 T型铣刀、 T型槽铣刀、非标刀具、 非标成型刀具、 复合成型刀具、合金螺纹铣刀、 合金螺牙刀、 钨钢刀块、 钨钢异形刀、 合金异型刀、 机夹铣刀盘、 机夹盘铣刀、 盘铣刀、 铣刀盘、 成型槽铣刀盘、 模数铣刀盘等;产品被广泛应用于CNC精密加工,发动机制造业,模具业,,IT制造业等领域;公司在不断创新,积极进取,诚实守信的基础上与多家知名厂家和代理商建立了长期稳定的供货关系,公司本着诚营、互惠互利的原则期待着与您真诚合作共赢。
服务地区: 肇庆

主营项目:合金钻头
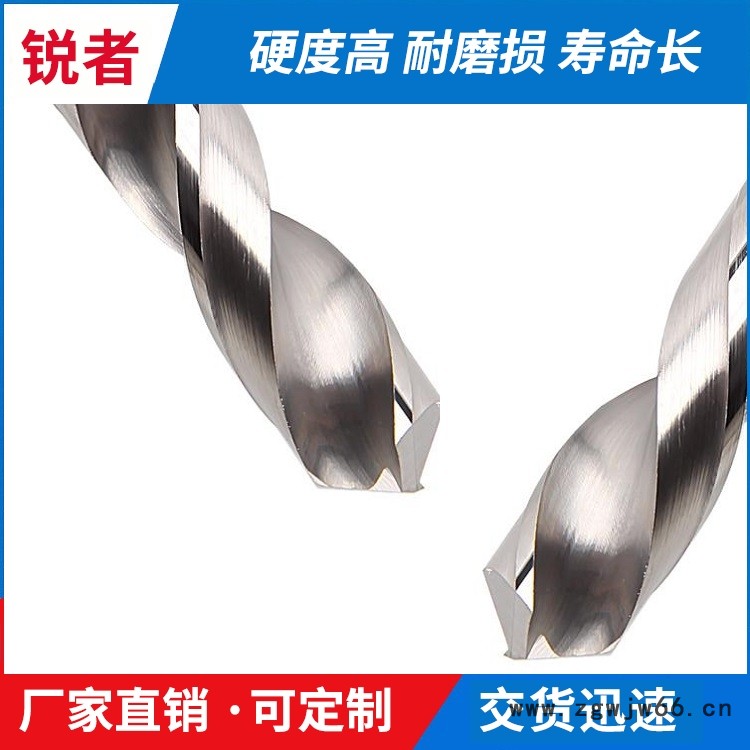
合金钻头有多厉害,钢铁上钻孔分分钟的事
合金钻头通常指合金钻头,可以划分为焊接式,整体式,可换头式和可转位刀片式。硬质合金的主要化学成分是钴和碳化钨等,硬度高于HRC90度,适用于批量加工。现在市面上的合金钻头通常是以钨钢为原材料的整体钻头,尽管原材料相同,但是因为加工工艺不同,所以不同品牌的合金钻头质量差距很大,进口和国产的之间的区别也很大。进口的合金钻头通常选用VHM微晶粒硬合金制作生产,多用于铣床。高品质的合金钻头会进行表面涂层,例如氮化铝铬涂层,这种涂层是一种单层涂层,涂层后钻头色彩是蓝灰色,厚度只有4μm,但是它的硬度可以达到3200HV,热稳定性达到1100摄氏度,摩擦系数达到0.35。进行涂层处理之后的合金钻头可以加工的钢硬度达到54HRC。
合金铣刀怎么选?合金铣刀一般用在铣床上加工沟槽、台阶、平面、成形外表和切割工件等。以下是一些合金铣刀的挑选技巧。1、挑选合金铣刀,要留意合金铣刀的刀架和刀体。2、合金铣刀可以用在数控加工中心上,但还是铣床上用的多。3、合金铣刀加工的硬度和材料。4、合金铣刀的全长、刃长、柄径、刃径等。假如是数控加工中心使用,就要选择整体硬质合金,铣床使用可以选择白钢。硬质合金铣刀和高速钢铣刀相比,硬度较硬。虽然高速钢刀具价格低廉,耐性好,但是强度低,高速钢铣刀的热硬性能达到600度,硬度能达到65HRC,显然在使用高速钢铣刀的时候,冷却液不到位的话容易发生烧刀现象,这就是热硬性不高导致的。
服务地区: 肇庆
合金钻头的使用要注意点
合金钻头的使用要注意以下三个方面:1.选择正确的机床:合金钻头应用于数控机床加工时,要求选择的机床是功率大、钢性好,并且应保证刀尖跳动。而摇臂钻,铣等功率较小,主轴精度差的机床,容易导致合金钻头的早期崩损,应尽量避免。2.正确的钻孔工艺:(1)2刃钻头不得扩孔。(2)当入钻表面倾角>8-10度时,不可钻。<8-10度时,进给应减至正常的1/2-1/3;(3)当出钻表面倾角>5度时,进给应减至正常的1/2-1/3;(4)当钻交叉孔时,进给应减至正常的1/2-1/3;3.正确的冷却:(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀具的夹角。(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
合金铣刀会遇到的一些常见问题
尺寸不够解决方法: 1.过度切削:减低切削时的深度及宽度 2.机器或固定具缺乏准度:修理机器及固定具 3.机器或固定具缺乏刚性:改变机器固定具或是切削设定 4.刃数太少:使用多刃端铣刀.铣刀的结构相对比较多,一般可以分为以下几种:1.整体式 刀体和刀齿制成一体。 2.整体焊齿式 刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。 3.镶齿式 刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。 4.可转位式 这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
我们为客户提供专业服务,欢迎新老客户前来惠顾。









