




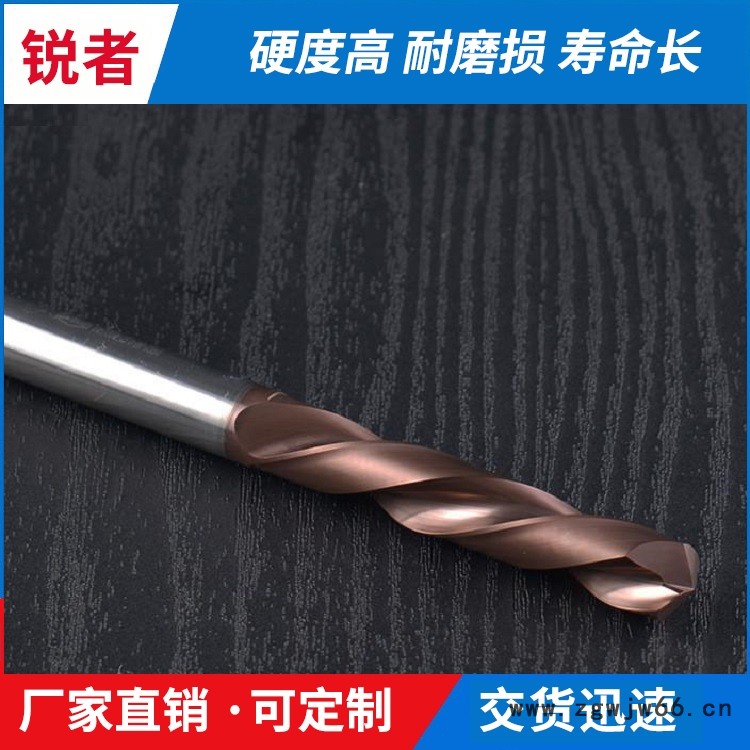
















湛江合金钻头 厂家直销简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

湛江合金钻头 厂家直销优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。
主营产品:合金钻头
合金钻头和合金铣刀的区别
很多人对于铣刀的使用不是很了解那么什么是铣刀?它和钻头有什么区别了?我们可以从2点来看他们之间的区别。合金钻头是上下运动的,所以他的刀刃是钻头前面部分。铣刀是通过运动切削金属的,是侧面和金属接触,切削金属的,所以他的刀刃是侧面。铣刀头部是平的.而且有刀刃,而钻头头部是堆型的,没有刀刃 。麻花钻的比例较长,只有两条切削刃,外表多经过蒸汽处理,呈蓝黑色.立铣刀通常有三条以上的切削刃,端部也磨有刃口,长度较短,呈金属本色或金黄色(镀钛合金),并且两端有中心孔.键槽铣刀外形和麻花钻很类似,但长度很短,并且螺旋角比钻头要小。
铣刀头部是平的,很多人对于铣刀的使用不是很了解那么什么是铣刀?它和钻头有什么区别了?我们可以从2点来看他们之间的区别。 钻头是上下运动的,所以他的刀刃是钻头前面部分。铣刀是通过运动切削金属的,是侧面和金属接触,切削金属的,所以他的刀刃是侧面。 铣刀头部是平的.而且有刀刃,而钻头头部是堆型的,没有刀刃 。麻花钻的比例较长,只有两条切削刃,外表多经过蒸汽处理,呈蓝黑色.立铣刀通常有三条以上的切削刃,端部也磨有刃口,长度较短,呈金属本色或金黄色(镀钛合金),并且两端有中心孔.键槽铣刀外形和麻花钻很类似,但长度很短,并且螺旋角比钻头要小。
服务地区:湛江
选择合金钻头应考虑的因素
我们再选择合金钻头需要注意什么呢?合金钻头:1.加工精度:选择合金钻头时,应考虑钻孔的尺寸精度要求。一般来说,加工孔径越小,公差越小。因此,合金钻头制造商通常根据待加工孔的公称直径对钻头进行分类。以上四种合金钻头中,整体合金钻头的加工精度高(φ10mm整体合金钻头的公差范围为0~0.03mm),是加工高精度孔的选择;焊接合金钻头或可更换硬质合金牙冠钻头的公差范围为0~0.07mm,更适合一般精度要求的孔加工。合金钻头可转位钻头更适合重型粗加工。虽然其加工成本通常低于其他钻头,但加工精度相对较低,公差范围为0~0.3毫米(取决于钻头的长径比)。因此,一般用于精度要求较低的孔加工,或更换镗刀进行孔加工。
2.加工稳定性:选择合金钻头时,除了钻孔精度要求外,还应考虑加工机床的稳定性。机床的稳定性对钻头的安全使用寿命和钻孔精度至关重要,因此需要仔细检查机床主轴、夹具和附件的工作状态。焊接合金钻头和可更换硬质合金冠钻头是由两个对称切削刃组成的自定心几何刃。这种高稳定性的切削刃设计使得在切入工件时无需降低进给速度,除非钻头倾斜安装并以一定角度切入工件表面。
3.废料清除和冷却液:排屑是钻孔中的一个重要问题。其实钻孔遇到的常见的问题就是排屑不畅(特别是加工低碳钢工件的时候),无论用什么样的合金钻头都无法避免这个问题。加工车间通常使用外部注射冷却剂来辅助排屑,但这种方法只有在加工孔的深度小于孔直径且切削参数减小时才有效。此外,选择合适的冷却剂类型、流速和压力,以匹配钻头直径。对于主轴上没有配备冷却系统的机床,应使用冷却液管。加工的孔越深,排屑越困难,需要的冷却液压力越大。因此,应确保合金钻头制造商推荐的冷却液流量。如果冷却液流量不足,应降低加工进给速度。
4.每孔加工成本:生产率或每孔加工成本是影响钻孔的重要因素。为了提高生产率,合金钻头制造商正在努力研究能够集成各种操作程序的加工方法,并开发能够实现AG进给和高速加工的钻具。
新开发的可更换硬质合金冠钻头具有良好的加工经济性。合金钻头磨损后,用户不需要更换整个钻头体,只需要更换硬质合金牙冠,购买成本仅相当于焊接或整体合金钻头再磨一次的成本。硬质合金牙冠易于更换,重复性精度高。一个钻体可以在加工车间配备多个牙冠,加工不同孔径的孔。这种模块化钻孔系统可以降低直径为12~20毫米的钻头的编目成本,并节省焊接或整体合金钻头再磨的备用工具成本。
简述合金钻头的加工特性
合金钻头,望文生义以合金为原材料所出产的钻头为合金钻头,合金钻头属于钻头中比较高端的一种,由于合金的原料质量与价值远远高于高速钢原料,所以总得来说合金钻头的质量是高于高速钢钻头的,但许多事情都是没有性,合金钻头的加工特性。合金钻头的品种也不算少,按工艺来讲就有许多种,有整体合金钻头,有焊接合金钻头,也有镶合金钻头,工艺的不同所加工的方向也就不同,合金钻头首要围绕着合金麻花钻这一板块而论,众所周知合金钻头比较于高速钢钻头优质的来说在于本身的硬度,在钻头加工中硬度是一个硬道理,硬度不行你再好的原料你毕竟会加工不动,而只要硬度高哪怕质量差一些在加工方面问题也不大。依据上述所说合金钻头更大的优势就是硬度高,而万物都有缺陷,合金钻头更大的弊端也是一个令人头疼的问题,太脆易断的缺陷使得合金钻头毕竟无法真实的超越高速钢钻头,焊接式合金钻头与整体式合金钻头的不同,焊接式合金钻头愈加适用于微型孔,例如加工手机螺母的OBS合金左钻,选用的则是焊接式工艺,刃部合金柄部白钢,选用这种工艺的更大意图则是下降出产本钱下降客户的运用本钱,一起质量上的担忧也可以不用考虑。这就是焊接式的优点。整体式的合金钻头愈加合适加工大一些的孔例如2.0以上的孔径,当然这样的说法仅仅引荐罢了,并不是说这种说法是更好的,但依据至佳刀具所出产的合金钻头加工不同的产品运用的合金钻头是不一样的。依据上述很多描绘,合金钻头的加工特性总得来说就是硬度高,所能加工的原料较多,而优质的特性则是易断,所以好的合金钻头有必要要在易断上面做出针对性的优质工艺,耐性高的合金钻头真实的价值会远高于高速钢钻头!









