






加工定制:可定制加工
公称压力:0.2-70 BAR
起订:1个
供应:10000个
发货:10天内
| 加工定制 | 可定制加工 |
|---|---|
| 公称压力 | 0.2-70 BAR |
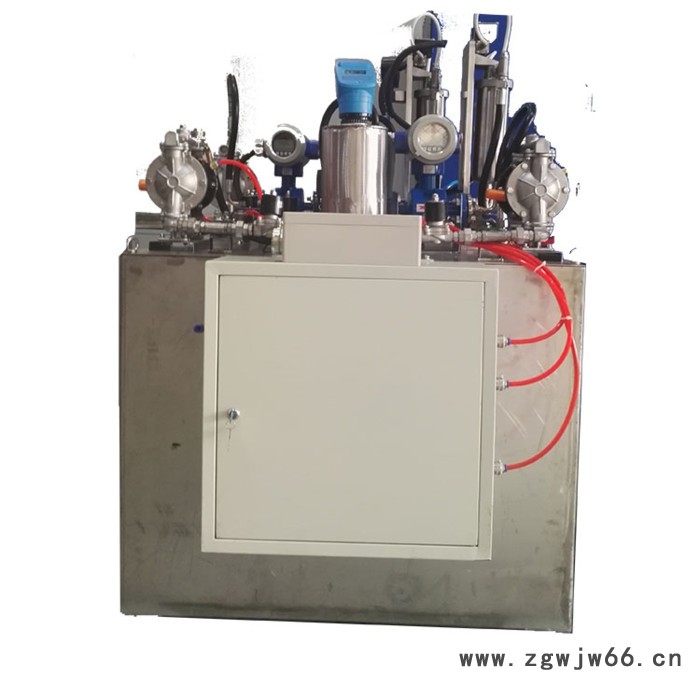
| 功能 | 锻压成型模具脱模剂自动喷涂 |
| 品牌 | 海莱姆 |
| 钣金材质 | 不锈钢 |
| 所在地区 | 天津市滨海新区 |
脱模剂自动喷涂系统
石墨喷涂润滑系统采用气动高压柱塞泵将高浓度的水基或油基石墨润滑剂,通过高压泵组将石墨润滑剂输送到喷枪或喷涂装置,这样喷射出来的润滑剂呈雾状,喷雾细密、润滑均匀,并按用要求调整喷涂的形状和厚度。
系统适用于喷涂石油基和水基的润滑剂,包括添加润滑物质的液体(如石墨)的模具润滑系统。具体的应用场合有:
a) 冲拨拉伸工艺过程:气瓶拉伸工艺过程,钢管轧制芯棒润滑,石油套管管箍的冲拨拉伸和其它热锻压过程;
b) 冷冲压模具润滑:不锈钢拉伸模具润滑,汽车轮毂冲压模具润滑、板式换热器板片冲压润滑喷射和氮气吹扫清理。
系统针对润滑剂粘度大的特点,采用气动高压柱塞泵,将润滑剂高压喷出,形成雾化的润滑剂,喷射到润滑表面,润滑剂在很短的时间内,在表面形成一层均匀的润滑膜。系统的组成如下:
| 序号 | 设备组成单元 | 单元功能 | 主要技术参数 | 供应厂家 |
| 1. | 石墨润滑剂加注/储存单元 | 用于将市场上供应的产品加注到工作罐中。 | 标准100 L~5000L, (按用户要求) | 自制 |
| 2. | 压力泵组单元 | 将石墨润滑剂用柱塞泵升压到工作压力,并通过稳压器使得喷出的压力恒定。 | 柱塞泵压力:138bar,稳压器:20L/200bar,流量按用户要求。 | 固瑞特, 国内厂家 |
| 3. | 喷涂雾化单元 | 将高压石墨润滑剂通过管线,高压控制阀和喷嘴将石墨润滑剂喷涂(喷射)到润滑表面。 | 涂层厚度200~1000微米(可调),喷嘴直径:0.51~1.4mm | 美国喷雾公司,国内厂家 |
| 4. | 喷涂单元安装单元 | 喷涂单元的安装元件,和设备一起组成的喷涂的密闭空间。 | 根据用户的要求和设备特点设计制造 | 自制
|
| 5. | 石墨润滑剂回收单元 | 将未能有效喷涂到润滑表面上的润滑剂回收再利用。 | 根据用户的要求和设备特点设计制造 | 自制 |
| 6. | 高压水(氮气)清洗吹扫单元 | 对设备进行定期的清理,保证设备的正常运行。 | 水基的润滑剂进行清洗,油基的进行吹扫 | 自制 |
| 7. | 电气自动控制单元 | 自动喷涂的电气控制系统,对喷涂的厚度、喷涂时间、设备运行情况进行控制和监视。 | PLC控制、触摸屏数据输入和监视 喷涂的方式:连续、间隔喷涂 | 西门子 国内厂家 |
应用实例
本技术方案用于冲拨拉伸模具的冷却润滑。润滑介质为水基基石墨润滑剂。设备可自动运行,对模具按技术要求进行冷却和喷涂,喷涂厚度按工艺要求可调。
1.喷涂基本条件及技术要求
1.1.该系统的设备有800T的整形和冲孔压力机和315T变薄拉伸压力机组成,完成产品的整形、冲孔和拉伸的工艺过程,完成产品的制坯过程。
2.系统方案选择
2.1.概述
本设计方案的主导宗旨是:确保系统的良好可靠性。为了保证系统良好可靠性,全部选用有可靠性能的元器件组装。提高自动化程度。通过增加部分元器件组成一些新的功能单元与电器自动控制相结合,使系统的整体性能更加完善。
2.2.系统组成:
喷涂系统由五个功能单元组成:
2石墨润滑剂储存单元;
2石墨高压输送单元;
2石墨雾化喷涂单元;
2模具高压水冷却单元;
2电气控制单元。
2.3.工艺流程:
2.3.1.所有的喷涂工艺过程均可简化成如下的流程图:
2.4.系统组成介绍
2.4.1.石墨储存单元
储存罐容积为1000升。为了使工作罐内润滑剂均匀一致,防止乳状液离析、沉淀,罐体内设搅拌器。有效地控制罐体内的液位,在罐体上盖安装一套超声波传感器,该传感器将超声波发射至石墨液面,并将液位高度转换为模拟电量传输给就地及远端显示仪表和控制器。显示仪表可直观显示液位数字。在罐体的底部开一个排污口,可将沉淀在底部的污物和杂物尽可能全部排出。
2.4.2.石墨高压输送单元;
石墨柱塞泵单元由2个石墨柱塞泵组成,用1备1(也可以同时动作),轮流投入工作,可自动切换。该单元具有以下特点:
(a)系统采用柱塞泵的流量为15L/min,工作压力下可输出所需要的润滑剂。
(b)装有两只10L蓄能器,在喷涂过程中,可排出有效容积的润滑剂6L, 使喷嘴压力波动范围控制在很小的范围,同时减低了柱塞泵的启动频率,延长了使用寿命。
(c)在泵出口安装压力继电器,一旦某台柱塞泵出口的压力低于继电器设定的压力值,即可给出信号,通过电气控制系统,将该泵停止,并将信号送到操作台报警。在系统处于自动状态时,泵可实现自动切换并在主操作室台给出报警信号。
2.4.3.石墨雾化喷涂单元
本单元由喷涂装置进给装置、石墨喷环移动装置、雾化喷涂装置、位置控制及报警信号和喷涂指示等部分组成。喷涂装置有以下午几种型式,现分别描述如下(在产品的详细设计阶段进一步完善)。
2.4.3.1.800T冲孔凹模润滑
a)800 T冲孔凹模润滑由喷涂环及输送管组成。
b)喷涂环示意和产品毛坯示意图如下:
2.4.3.2.800T冲孔模的润滑
a)800 T冲孔模润滑由喷涂环及输送管组成。
b)喷涂环示意和产品毛坯示意图如下:
注:整形模上模只冷却,可不润滑。
2.4.3.3.315T拨伸冲子的润滑-
采用双环防喷溅喷涂环,见下面示意图。
2.4.3.4.315T拨伸圈模润滑
a)由于有三个圈模,采用三套喷涂环。对于这种立式倒拉拨的工艺,润滑喷涂环及输送管应能随模具一起上下直线运动。
b)喷涂环示意和产品毛坯示意图如下:
2.5.自动水冷却单元
2.5.1.自动水冷却单元和润滑喷涂相似,这里就不赘述了。
2.6.电气控制单元。
2.6.1.概述
2.6.2.本单元选用德国西门子公司S7-200系列控制核心,配合先进的超声波液位传感器、压力传感器、数字液面显示计以及各种电磁阀等组成了一套润滑自动喷涂循环系统;分别对喷涂与石墨泵切换系统、石墨储料、自动水冷却和石墨润滑剂的喷涂等几大部分进行控制与监测。该系统分“手动”、 “自动”二种工作方式,方式的选择设在集中在现场操作箱上,由生产工艺与运行人员依据生产要求进行选择;“手动”方式为非正常生产工作方式,为故障检修、系统调试时使用;正常生产中使用“自动”方式,喷射信号由甲方上位机发射信号,在“自动”方式下无须操作人员动手,由PLC控制自动完成喷淋、循环、切换、故障报警等功能。
2.6.3.系统组成
该系统选用德国西门子公司S7系列PLC S7-200进行控制。 S7-200系列产品以其性能质量优越而著称,可以满足较高性能的应用要求。
各手动的控制信号可以在机旁操作。主控制柜上有如下显示信号和操作开关:
2工作罐液面显示(满、空)信号;
2增压泵工作状态信号;
2 喷淋信号;
2音响报警与解除;
2工作方式选择;
机旁操作箱安有:
2喷淋箱喷淋指示灯;
2机旁手动喷淋选择开关;
2贮存罐的液位高度显示。
石墨室电气控制柜操作面板上安有:
2工作罐搅拌电机起停按钮与指示灯;
2增压泵起停按钮与指示灯;
2各种信号指示灯(报警、工作状态等);
2增压泵气动阀电磁线圈通、断及指示;
2音响解除与试灯。
研发公司:天津海莱姆科技有限公司
模具脱模剂自动喷雾系统
价格说明
一般情况下:
划线价格:划线的价格可能是商品的销售指导价或该商品的曾经展示过的销售价等,并非原价,仅供参考。
未划线价格:未划线的价格是商品在中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化,终以订单结算页价格为准。
活动预热状态下:
划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化,终以订单结算页价格为准。
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化,终以活动是订单结算页价格为准。
伙拼折上折活动状态下:
该商品(部分规格除外)在伙拼折上折活动期间内,买家可享受伙拼折上折活动优惠价格(该价格较同时期伙拼日常活动价格更优惠)。
*注:前述说明仅当出现价格比较时有效。若商家单独对划线价格进行说明的,以商家的表述为准。


