

品牌:郑州华菱超硬
材质:聚晶立方氮化硼
规格:规格型号齐全
起订:1片
供应:20000片
发货:2天内
| 材质 | 聚晶立方氮化硼 |
|---|---|
| 规格 | 规格型号齐全 |
| 加工范围 | HRC45以上 |
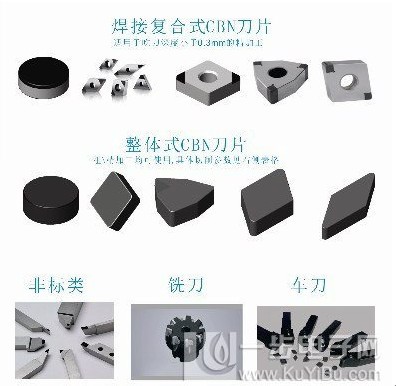
| 结构类型 | 复合式 |
| 类型 | 粗精车均可 |
| 执行质量标准 | 国标 |
| 标准编号 | hlcbn |
| 是否进口 | 否 |
| 适用机床 | 车床 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 是否涂层 | 非涂层 |
| 贸易属性 | 库存 |
| 刀片厚度 | 国标 |
| 发货期限 | 2天内 |
| 经营模式 | 自产自销 |
| 车刀角度 | 标准可选 |
| 品牌 | 郑州华菱 |
| 型号 | BN-S20、BN-H10、BN-H20 |
| 打样周期 | 3-4天 |
| 刀片形状 | 国标 |
| 刀片切削刃长度 | 国标 |
| 刀尖圆角半径 | 国标 |
车加工高硬度淬硬钢选择华菱BN-S20等牌号PCBN刀具车加工高硬度淬硬钢选择华菱BN-S20等牌号PCBN刀具,如果您在热后硬车高硬度淬硬钢时出现刀具不耐磨或者崩刀现象,欢迎致电华菱超硬销售部 谭春萍 15670623393
高硬度淬硬钢一般都是高碳钢或者是高合金钢,经过淬火、渗碳,氮化等热处理硬度较高的钢件。高硬度淬硬钢在切削时的特点:(1)硬度高、强度高、几乎没有塑性(2)切削力大、切削温度高,刀具选择较小的主偏角和副偏角(3)不易产生积屑瘤(4)刀刃易崩刃、磨损(5)导热系数低,切削热很难被切屑带走。高硬度淬硬钢的种类很多,应用领域也很广泛,主要包括渗碳钢,轴承钢,工具钢等,高硬度淬硬钢经过热处理之后硬度一般在HRC45以上,尤其在粗切削高硬度淬硬钢或间断切削、切槽加工时,由于切削余量大,必须选用具有较高强度和耐冲击性的刀具。所以选择正确的刀具材料是保证高效率切削高硬度淬硬钢的决定因素。
目前,可用于高硬度淬硬钢高速加工的刀具材料有硬质合金刀具、陶瓷刀具、PCBN刀具等。
(1)涂层硬质合金刀具**是在硬质合金刀具的表面上涂覆耐磨的TiC或TiN、HfN、Al2O3等薄层,形成表面涂层硬质合金。由于表面上涂覆的一层耐磨材料,刀具较耐磨,适合小批量加工,但当大批量加工高硬度铸铁件时,由于切削时间长表面涂层的耐磨材料使用完之后刀具**和硬质合金刀具一样,磨损加剧,导致换刀频次高,影响加工效率和增加刀具费用。
(2)陶瓷刀具:陶瓷刀具本身的硬度比硬质合金刀具高,本身刀体的硬度在HRC95-100,适合加工硬度在HRC40--55度的高硬度淬硬钢工件,但由于陶瓷刀具脆性太大,受其抗冲击性的限制,一般用于精加工工序,并且尽量避免断续车加工。

(3)华菱超硬非金属粘合剂PCBN刀具BN-H10牌号,BN-H20牌号和BN-S20 牌号:对淬火后硬度在HRC45硬度以上的钢件**适合。精加工吃刀深度在0.3mm以下可以选择BN-H10牌号和BN-H20牌号,都属于焊接复合式PCBN刀具,两种刀具牌号的区别在于BN-H10牌号只适合连续切削,而BN-H20可加工中等断续工件。当吃刀深度0.5mm以上的粗加工或者有断续精加工的高硬度淬硬钢可考虑BN-S20牌号整体聚晶PCBN刀具,此牌号属于非金属粘合剂,它不仅可以断续切削高硬度淬硬钢,也可以大余量切除工件的淬硬层,但前提是并没有牺牲刀具的耐磨性,这是与市场上的PCBN刀具**大的不同。由于三种刀具牌号的硬度高(HV8000~9000),耐热性高(1400℃~1500℃),在使用时可以高于硬质合金几倍的切削速度切削高硬度淬硬钢,而耐用度是硬度合金的几倍到几十倍。

华菱超硬PCBN刀具热后硬车高硬度淬硬钢零件的刀具牌号
(1)车加工高硬度淬硬钢滚珠丝杠:可选择华菱超硬PCBN刀具BN-S20牌号,整体聚晶PCBN刀具,切削参数:ap=4.5mm,Fr=0.10mm/r,Vc=90m/min抗冲击韧性好,切削高硬度淬硬钢精度高,并且耐磨性好,不崩刀。
(2)车加工高硬度淬硬钢齿轮:热后精车高硬度淬硬钢齿轮可选择华菱超硬PCBN刀具BN-H10牌号和BN-H20牌号,PCBN刀具BN-H10牌号适合连续切削,PCBN刀具BN-H20牌号适合断续切削,共同点**在于吃到深度控制在0.3mm以下,粗切削高硬度淬硬钢齿轮,并且存在强断续切削时选择华菱超硬PCBN刀具BN-S20牌号,属于非金属粘合剂整体聚晶PCBN刀具,抗冲击韧性好并且耐磨**的失效方式是正常的后刀面磨损,而不是令人担心的崩刀。
(3)车加工高硬度淬硬钢轴承:轴承应用较为广泛,常用材料为GCr15,硬度HRC62,精切削高硬度淬硬钢轴承选择华菱PCBN刀具BN-H11牌号,高速切削,切削参数:ap=2.5mm,Fr=0.12mm/r,Vc=140m/min,一个刃口可加工12件,粗糙度达到0.8,即提高了加工效率,有节省了加工成本。
(4)精铣切削高硬度淬硬钢模具:硬度HRC65,选择华菱超硬PCBN刀具BN-S200牌号,切削参数:ap=0.5mm,Fr=0.12mm/r每齿,Vc=130m/min。模具精度可达到Ra0.8,并节省的刀具费用。还有切削高硬度淬硬钢万向联轴节选择华菱超硬BN-H10牌号,高速加工同步器可选择华菱超硬BN-H10牌号和BN-H20牌号。
车加工高硬度淬硬钢选择华菱BN-S20等牌号PCBN刀具,我们华菱还能根据不同客户的需求为您量身定制**经济的**高效的刀具配置方案!欢迎新老客户来电垂询!
联系人:
谭春萍手机:15670623393
电话:0371-67986639
传真:0371-67981990
邮箱:t**ping@hlcbn.com
车加工高硬度淬硬钢选择华菱BN-S20等牌号PCBN刀具