



| 产地 | 江苏常州 |
|---|---|
| 产品类别 | 窑炉工业窑炉用保温材料 |
| 耐火温度 | 1770~2000℃ |
| 导热系数(常温) | 0.03 |
| 品牌 | 苏能 |
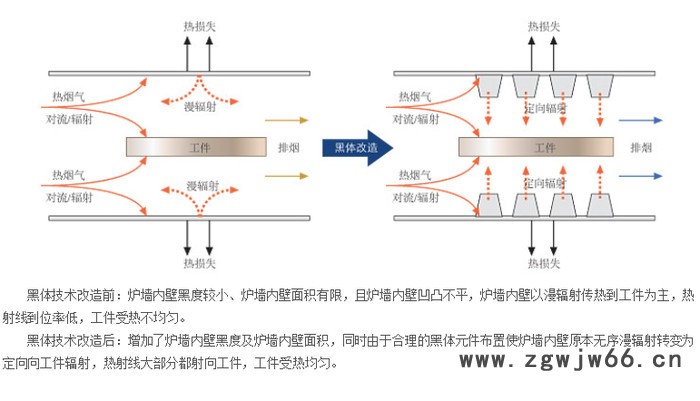
本公司生产的热辐射杯采用的是黑体技术(即黑体强化辐射传热节能新技术),适用于 机械、冶金、建材(玻璃陶瓷)、石油、 化工、火管锅炉等行业。 具体适用范围: 冶金行业:蓄热式加热炉,包括步进式轧钢加热炉、推钢式轧钢加热炉、环形加热炉、室式退火炉、罩式退火炉、铜材退火炉、坩埚炉等 机械行业:如重型机械厂、汽车制造厂、工程机械厂等企业完成钢制零件淬火、正 火、退火等工艺所需要的各种热处理炉、加热炉,包括: 箱式、台车式;锻造加热炉;铸造厂的铸件退火炉;板簧业的汽车弹簧钢板淬火炉等陶瓷行业:陶瓷烧成窑,包括:隧道窑、辊道窑、车底式窑;耐火材料及建筑用砖窑锅炉行业:火管锅炉石化行业:乙烯裂解炉(管式加热炉)和圆筒型管式炉
黑体技术的核心是黑体元件
1.工业加热炉黑体强化辐射传热节能技术的核心是黑体元件。
2.黑体元件是将物理学中“绝对黑体”的概念加以技术化形成的工业标准黑体。
3.将黑体元件成功地应用于炉膛中,众多黑体元件和炉膛共同组成一个稳定的、不老
化的、寿命延长的红外加热系统。
黑体元件是怎样工作的?
1.黑体元件对炉膛内呈漫射状的热射线,以其高吸收特性尽快吸收,使自己不断积累
热量,逐渐提高自身的温度。
2.黑体元件再以其高发射特性,重新发射热射线,依靠元件的几何结构和被设置的
位置,把热射线直接射向了工件。
3.黑体元件把热射线从无序调控为有序,提高了热射线的到位率,增加了对工件的
辐照度 ,强化了辐射传热。
红外加热系统是怎样形成的?
在炉壁上:设置众多的黑体元件,它们或凸出在炉壁之外,或凹入在炉壁里面;
对热源装置(如电热体或烧嘴砖):作保护性处理;
对整体炉墙:进行强化处理;
众多黑体元件,经过红外涂装和强化处理,和炉墙一起构成工业加热炉的红外加热系
统,这就是工业加热炉黑体强化辐射传热技术,简称黑体技术。
黑体元件的多项功能
1.在不改变原炉子结构的前提下,大幅度增大了炉膛的传热面积
2.提高了炉膛的发射率
3.将热射线从无序调控为有序,提高了热射线的到位率
4.增加了对工件的辐照度,强化了辐射传热
5.黑体元件相当于排球的二传手,它在热流的源头调控炉内热射线,实现定向传热,把热能迅速辐射到工件,强化了辐射传热,加快了传热速度。
黑体技术的技术优势
1.合理的形状设计和材质配置,使黑体元件具很高的发射率,
ε= 0.95
2.黑体元件的高发射率具有很高的稳定性,在不超过1790℃的高温状
态下基本不老化
3.黑体元件工作时,就好像是炉膛内的许许多多个“温柔烧嘴”, 他们改善了炉温均匀性,使工件受到均匀加热
4.黑体元件本身不是热源,所以工程实施方便可靠
黑体技术的技术指标
1.提高生产率10%~15%
2.节能10%~20%
3.改善炉温均匀性,提高产品加热质量
4.延长炉衬寿命
5.环保效应:减少废气排放量
与国内外相关技术的比较
涂料技术:这种技术是在炉墙上加涂一层涂料,旨在提高炉墙的发射率,其根本缺
陷是易老化,使用寿命短;
全纤维炉(包括内衬粘贴纤维):其优势是保温性能较好,可减少炉衬的蓄热损失和
散热损失,但它只是将热量“堵”在了炉膛内,并没有解决热射线到位
的问题,热效率仍然不高,其综合节能率不超过11% ;
蓄热式加热炉:是在热流的下游,用比较复杂的炉体结构,对加热炉排放的尾气余热
进行回收;
黑体技术:是在供热热流的源头,通过黑体元件对热射线进行有效的调控,对炉膛内
的优质热能首先加以充分利用黑体技术与蓄热式技术的节能原理和机制
不同,黑体技术达到的效果是:在蓄热式加热炉节能的基础上,实现再
节能10%~20%。
日本:
川崎钢铁公司水岛钢铁厂在轧钢加热炉上设置“改变传热方式的装置”,达到的
节能率是5%-8%,其技术实质是将炉内的一部分对流传热转化为辐射传热以提高
传热效率;
缺点:在下加热部位技术实施难度较大
英国:
玻璃窑实施的蜂窝窑顶,其技术实质是增大传热面积
节能率:测定为 5%-8%
烧成 冶 陶

