






| 品牌 | KORLOY/克劳伊 |
|---|---|
| 型号 | MGT多功能刀具 |
| 结构类型:整体式 | 是否进口:是 |
| 材质:钢 | 是否库存:库存 |
| 加工范围:切槽、车削、端面、仿形加工 | 标准编号:MGT |
| 规格:MGT | 是否涂层:非涂层 |
| 样品或现货:现货 | 适用机床:加工中心 |
KORLOY MGT多功能刀具技术信息
特性:1.刀片可用两个切削刃,加工时经济性更佳
2.多功能加工(一种刀具可进行切槽、车削、端面或仿形加工,缩**具更换时间,提高生产率)
3.缩短时间,减少刀具成本(高耐MGT系统,允许机械师使用一种刀具进行多种应用,减少刀具使用数量)
4.扁平切削刃(MGT刀具具有扁平切削刃几可设计,即使在高进给切削加工中采用修光功能,也可获得理想的表面粗糙度)
断屑槽几何外观

切断(MGMN/MGMR/L)
端面加工(FGD/FGM/FMM/MFMN/MGMN)
切槽、车削(MGMN/MRMN)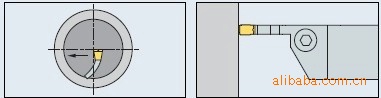
车削与切槽
刀片选择
切削刃宽度:
1.刀片的宽度影响其强度,如果可能操作人员尽可能选择**宽的刀片
2.刀削刃的宽度有助于确定刀片允许的切屑的控制范围
3.刀片切削刃,小进给条件下切屑控制越好
4.当提高切速时,使用较宽切削刃的刀片是**选择
外圆车削推荐
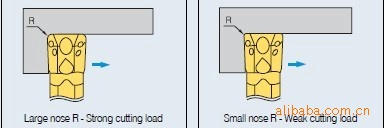
刀尖半径尺寸
1.较大的刀尖半径可延**具寿命,尽可能选择刀尖半径**大的刀片。
2.如果在大切削负载压力情况下,您可选择较小的刀尖半径,较低的进给率,或使用**窄的刀片
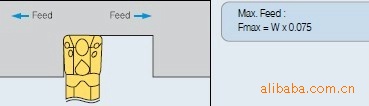
切削速度
1.始终建议您的加工参数要在高耐推荐参数范围之内。2.刀片**大进给率取决于刀片自身的特点以及加工所能承受的切削负载
3.在高速加工领域较小的刀尖半径,缩短的刀片的寿命**大进经率不应该超过刀具的刀尖半径。
5.切槽加工中,切屑排出问题可通过小间隔分步进给方法解决。
切深
1.**小切深不应小于刀片的刀尖半径。 2.**大切深取决于**大切削可承受负载。

车削注意事项
MGT刀具被设计获得来自后角的侧向切削力,这种特性与ISO标注刀片相比具有显著优势。标准MGT刀片也具有“修光”效果,改善表面光洁度
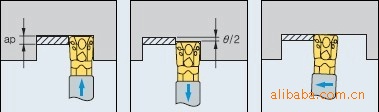
精加工注意事项(直径补偿)
延径向切槽至**终直径后,沿轴向横向车削可能会导致被加工件实际加工偏差。在这种情况下,根据以下公式,做直径补偿,可得到您想加工的**终直径。
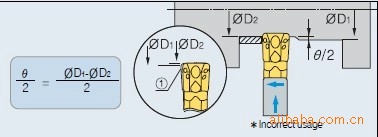
沿上图的加工方向利用后角清除加工偏差(通常在**终车削加工时产生)
为获得优良的表面粗糙度、无偏差,请沿以下加工方向进行加工
1.切槽至**终工件直径 2.退刀,退刀距离0/2 3.沿**终直径连续横向车削
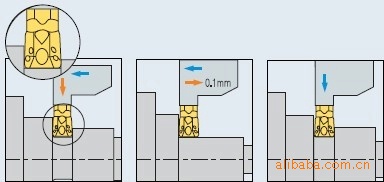
MGT刀具车削应用注意事项
MGT刀具作为一种多功能刀具,可进行切槽与车削加工。当使用MGT刀具时,须谨记此刀具模仿ISO标准车削加工应用,此加工使用正后角,在此刀具的切削力与切深都实施在风一加工中。这将导致刀片一定程度的磨损,车削后,切槽加工工序将无法达到**终要求直径。为清除直径偏差,刀具向后移动0.01mm,然后回至切槽加工的原始位置。
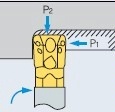
被加工件圆角半径要小于刀片刀尖半径
稳定您的刀具压力,当加工一件圆角半径大于刀片半径的被加工件时,MGT刀具会产生一种切削负载。切削力扭矩**初可能损坏刀片或刀杆。
 错误用法
错误用法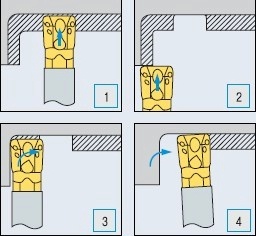
切槽加工注意事项
MGT刀具一个重要优势**是可以在两壁间进行加工,请注意,在复合加工中,加工状态改变时,需要将刀具稍微向后移动再进行连续加工。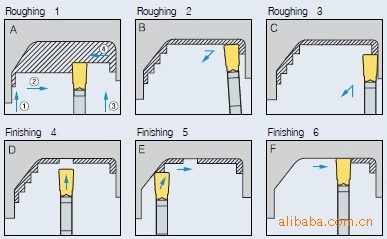 Roughing(粗加工) Fnishing(精加工)
Roughing(粗加工) Fnishing(精加工)
切断与切槽
刀片

刀片选择
为使刀片与切削条件正确匹配,需要考虑以上因素(刀片宽度、断屑槽、材质和刀尖半径R)
切深与切削宽度的关系(无方向性型刀片导程角为零度**切深较大的加领域;普通合金钢**大切深=切削宽度W*0.8)
有导程角型刀片(为减少毛刺,我们推荐使用具有导程角型刀片。具有较大导程角的刀片可减少毛刺但也会降低刀具的使用寿命。如果有许多毛刺出现,推荐使用无方向性型刀片。)
刀杆设定
切削位置须**安装使其与加工轴垂直或成90度,将震动减至**小
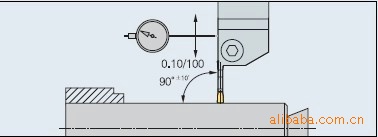
切断设定
需要将刀片刃部高度相对于中心线设定在正负0.1mm以内,切断加工时需要尽可能靠近夹持部进行加工,以减少震动。
注意:保证切削速度与进给相符;为更好的切削表现,采用适当数量的切削液;装刀片前,完全清理刀片刀座。
用法:如果刀片磨损,请立即更换刀片。这样可以避免损坏被加工件;如果刀片底座磨损请立即更换新刀杆,保证稳定夹诗。
不要磨削刀片底座
断屑槽选择
我们断屑槽设计使得在切槽加工中切屑变窄。切屑窄通常有以下优点
1.减少切屑与被加工件间的磨擦。通常可获得更好的表面粗糙度。
2.更好的切屑流,由于切屑负载减少,操作人员可提高进给率。
端面切槽刀具
浅槽加工

特性:双刀刃设计的经济型刀具;新型断屑槽设计确保在多种端面加工应用中的切屑控制
高耐端面切槽刀具可提供多种刀杆选择,更具优势。
深槽切槽
特性:此类刀具为单头刀具,适合深槽切槽加工(Tmax*25mm),多种断屑槽设计,使得操作人员加工范围更广;多种刀杆确保多功能加工应用。
注意:FGM与FMM具有相类似的应用范围,但刀杆不能互换。
刀杆选择指南
以下为选择正确刀片与刀杆的3个简单原则
1刀片与刀杆的**选择要依照加工宽度和被加工宽度和被加工件形状。
2选择满足客户深度要求悬伸**短的刀杆
3选择切槽初始直径允许的**大尺寸刀柄。
断屑切槽注意事项
加工前检查调整下列刀杆位置
1.在被加工件中心检查刀片高度;向中心加工,检查毛刺。
2.为获得更好的表面精度,设置刀片与加工中心线垂直。
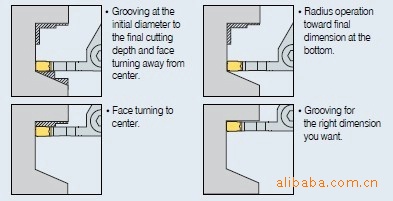
端面切槽的**选择
粗加工:端面切槽加工时,被加工件速度与通常端面车削加工降成百分之四十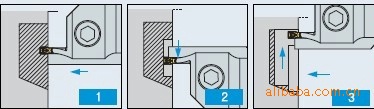
1.在**初直径处切槽 2.端面车削有内向外 3.向中心方向进行车削加工
当进行端面切槽时,加工速度应与常规端面车削加工相比降低百分之四十。
MGT-铝合金轮毂加工
特性:**设计刀片用于铝合金轮毂加工;配合铝合金加工**材质,刀具寿命更长;
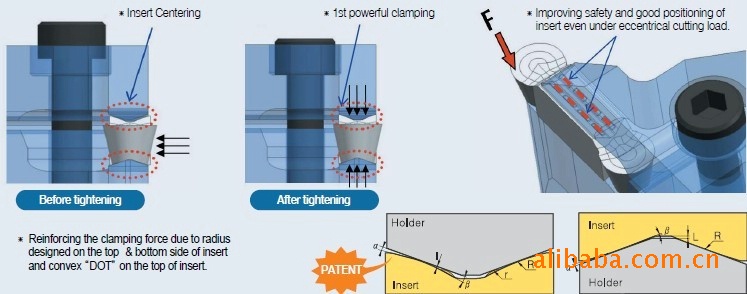
独特的刀片安装机械结构,刀片安装更加牢固;多种刀片用于不同加工要求。
多种刀片类型
新型夹持系统
铝合金车轮加工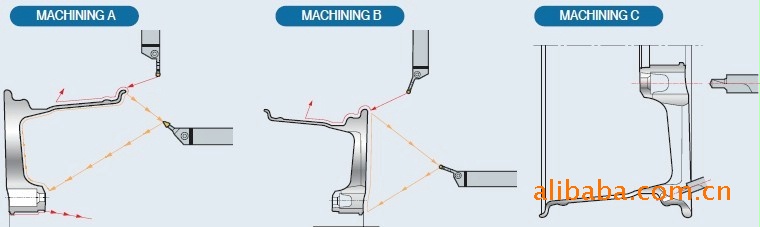
推荐切削条件

