| 生产标准 | SY/T0556-2010 |
|---|---|
| 工艺 | 焊接 |
| 表面处理 | 喷漆 |
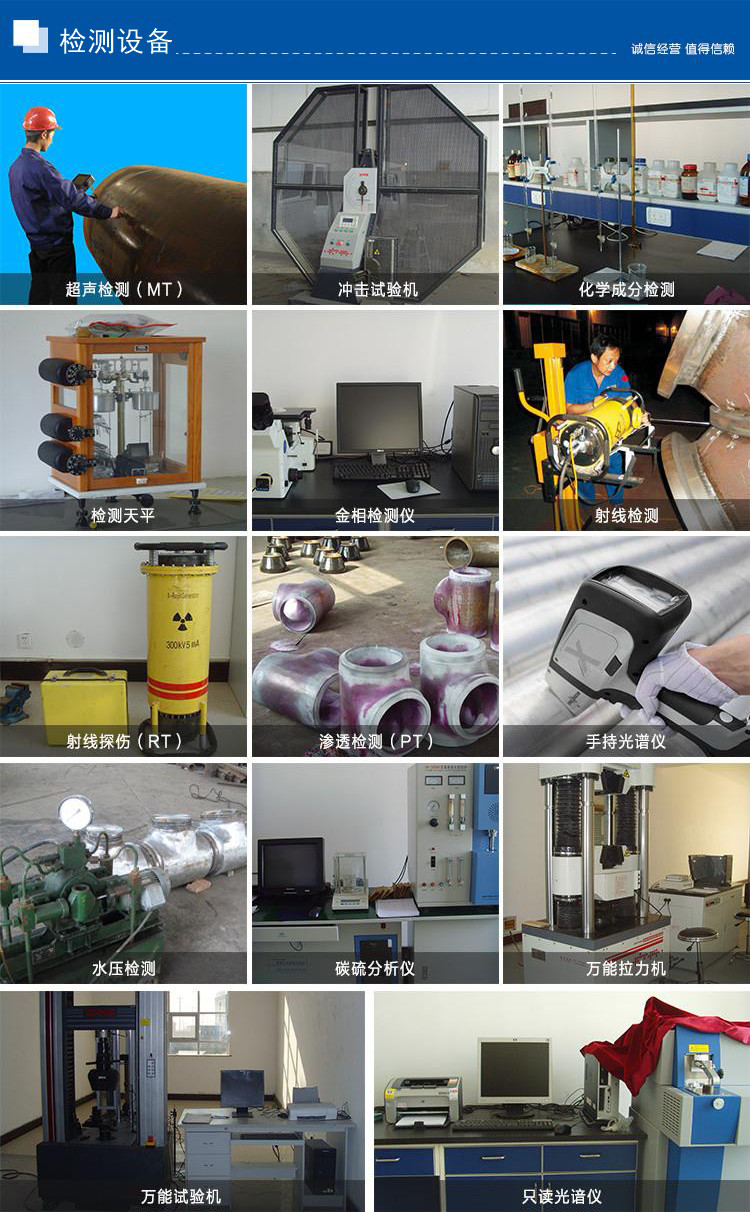
| 理化检测 | 合格 |
| 机械性能 | 合格 |
| 外观检测 | 合格 |
| 合格证 | 提供(厂内报告) |
| 包装 | 木箱 |
| 工期 | 3-5天(不含运输时间) |
| 材质 | 管线钢 |
| 产地 | 河北沧州 |
| 等级 | PN10/16/25/40 |
| 功能 | 管道检修方便 |
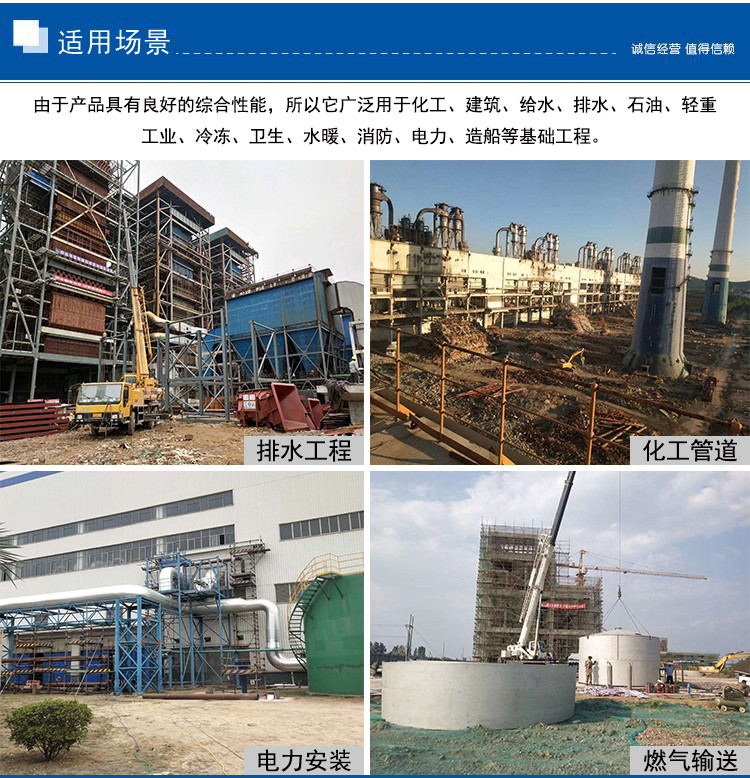
| 用途 | 石油、燃气、化工管道 |
| 品牌 | 泰诺 |
| 型号 | DN450 |
| 加工定制 | 是 |

管道系统中快开盲板工艺系统的其他制造及磨损误差:
1.车床误差
一般车床,如车车床、铣车床、单刃镑车床和砂轮等,它们的制造误差对快开盲板的加工精度没有直接影响,但磨损对快开盲板的加工精度有一定的影响。定尺寸车床(如钻头、较车床、圆孔拉车床、键槽铣车床等)的尺寸误差和形状误差直接影响被加工快开盲板的尺寸精度和形状精度。这类车床的安装和使用不当,也会影响加工精度。成形车床(如成形车车床、成形铣车床、盘形齿轮铣车床、成形砂轮等)的误差主要影响被加工面的形状精度。展成法车床(如齿轮滚车床、花键滚车床、插齿车床等)的车床刃形状必须是加工表面的共辄曲线,因此车床刃的几何形状误差会直接影响加工表面的形状精度。车床在切削过程中,都不可避免地要产生磨损,并由此引起快开盲板尺寸和形状改变。正确地选用车床材料和选用新型耐磨车床材料,合理地选用车床几何参数和切削用好,正确地刃磨车床,正确地采用冷却液等,均可有效地减少车床尺寸磨损。必要时原材可采用补偿装置对车床尺寸磨损进行自动补偿。
2.装夹误差和夹具误差
在加工快开盲板时,必须把快开盲板装夹在机床上或夹具中。装夹误差包含定位和夹紧产生的误差。夹具误差是位元件、车床导向元件、分度机构和夹具体等的制造误差;夹具装配后,各元件的相对位置误差;夹具使用过程中其工作表面磨损所产生的误差。装夹误差和夹具误差主要影响快开盲板加工表面的位置精度。为了减少夹具误差及其对加工精度的影响,在设计和制造夹具时,对于那些影响快开盲板精度的夹具尺寸和位置应严加控制,其制造公差可取快开盲板相应尺寸或位置公差的1/2~1/5。对于容易磨损的定位快开盲板和导向快开盲板,除选用耐磨性好的材料外,可制成可拆卸的夹具结构,以便及时更换磨损件。
3.调整误差
快开盲板加工中的每一道工序,为了获得被加工表面的形状、尺寸和位置精度,需要对机床、夹具和车床进行这样或那样的调整。而任何调整不会,总会带来一定的误差,这种原始误差称为调整误差。调整方式不同,其误差来源也不相同。