| 生产标准 | SY/T0556-2010 |
|---|---|
| 工艺 | 焊接 |
| 表面处理 | 喷漆 |
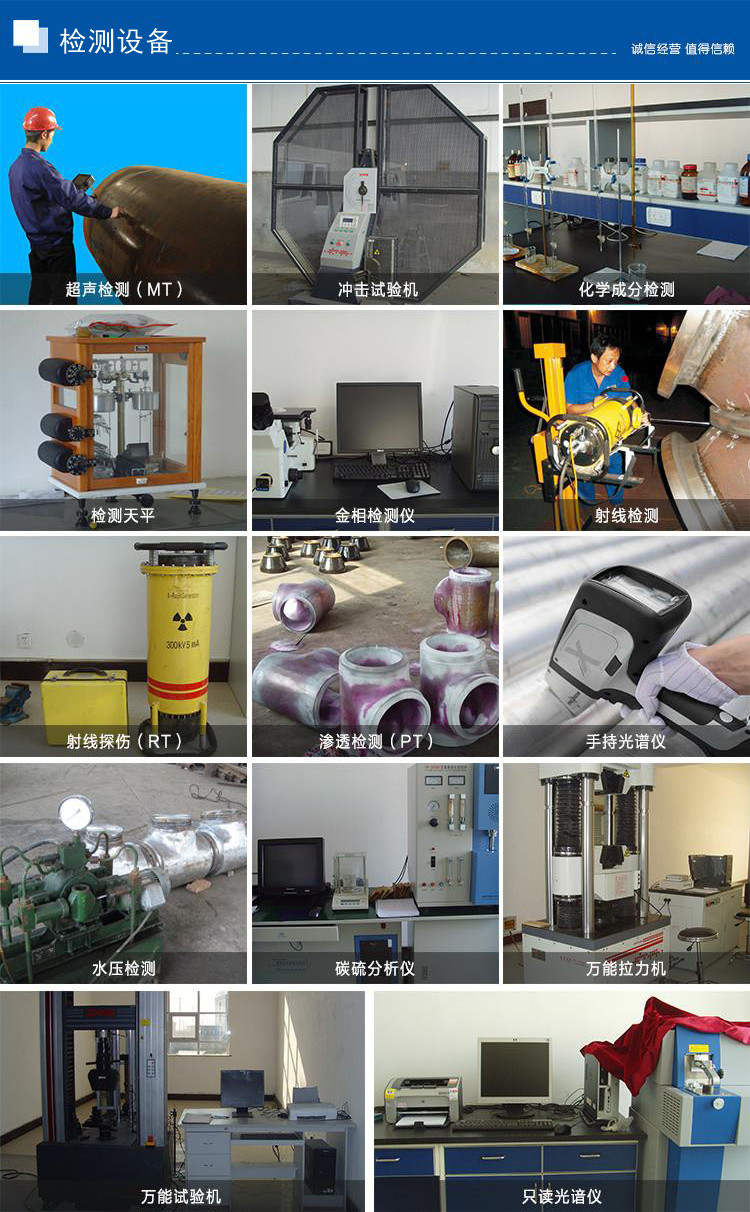
| 理化检测 | 合格 |
| 机械性能 | 合格 |
| 外观检测 | 合格 |
| 合格证 | 提供(厂内报告) |
| 包装 | 木箱 |
| 工期 | 3-5天(不含运输时间) |
| 材质 | 管线钢 |
| 产地 | 河北沧州 |
| 等级 | PN10/16/25/40 |
| 功能 | 管道检修方便 |
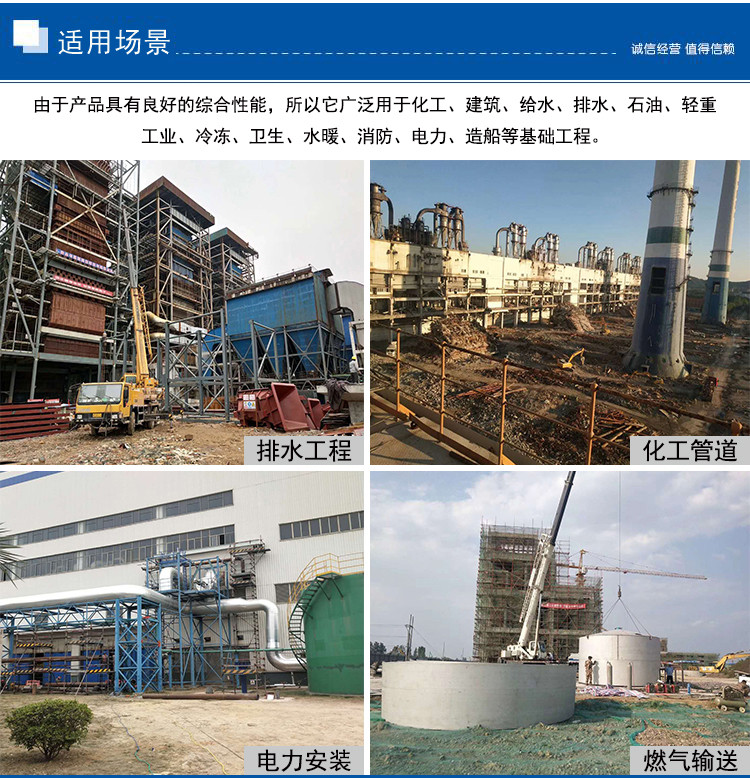
| 用途 | 石油、燃气、化工管道 |
| 品牌 | 泰诺 |
| 型号 | DN500 |
| 加工定制 | 是 |


主轴回转误差对快开盲板加工精度的影响:
由于存在误差敏感方向,加工不同表面时,主轴的径向跳动所引起的加工误差也不同。例如,在车床上加工外圆或内孔时,主轴的径侚跳动将引起快开盲板的圆度误差,但对于端面加工没有直接影响。车端面时,主轴的轴向窜动将造成快开盲板端面的平面度误差,以及端面相对于内、外圆的垂直度误差;车螺纹时,会造成螺距误差。主轴的轴向窜动对加工外圆或内孔的影响不大。主轴的角度摆动对加工误差的影响与主轴径向跳动对加工误差的影响相似,主要区别在于主轴的角度摆动不仅影响快开盲板加工表面的圆度误差,而且影响快开盲板加工表面的圆柱度误差。下面以车床、镜床为例**主轴回转误差的三种基本形式对加工精度的影响进行分析。
提高主轴回转精度的措施:
选用精度的轴承,获得精度的主轴部件的点是提高轴承精度。因此,主轴轴承,通常是前轴承,多选用D、C级轴承;当采用滑动轴承时,则采用静压滑动轴承。以提高轴系刚度,减少径向圆跳动。其次是提高主轴箱体支承孔、主轴轴径和与轴承相配合快开盲板的有关表面的加工精度,对滚动轴承进行预紧。
@对速主轴部件要进行动平衡,对普通滚动轴承要采取预加载荷等工艺措施。
@采用液体或气体静压轴承。由于无磨损,刚度(是滚动轴承的5-6倍),以及对主轴轴径的形状误差的均化作用,可以大幅度地提高主轴回转精度。
@使回转精度不依赖于主轴。快开盲板的回转成形运动不是靠机床主轴的回转运动来实现,而是靠夹具的回转运动副来实现。如采用死磨削外圆,只要保证定位中心孔的形状、位置精度,即可加工出精度的外圆柱面。主轴仅仅提高供旋转运动和转矩,而与主轴的回转精度无关。