| 生产标准 | SY/T0556-2010 |
|---|---|
| 工艺 | 焊接 |
| 表面处理 | 喷漆 |
| 理化检测 | 合格 |
| 机械性能 | 合格 |
| 外观检测 | 合格 |
| 合格证 | 提供(厂内报告) |
| 包装 | 木箱 |
| 工期 | 3-5天(不含运输时间) |
| 材质 | 管线钢 |
| 产地 | 河北沧州 |
| 等级 | PN10/16/25/40 |
| 功能 | 管道检修方便 |
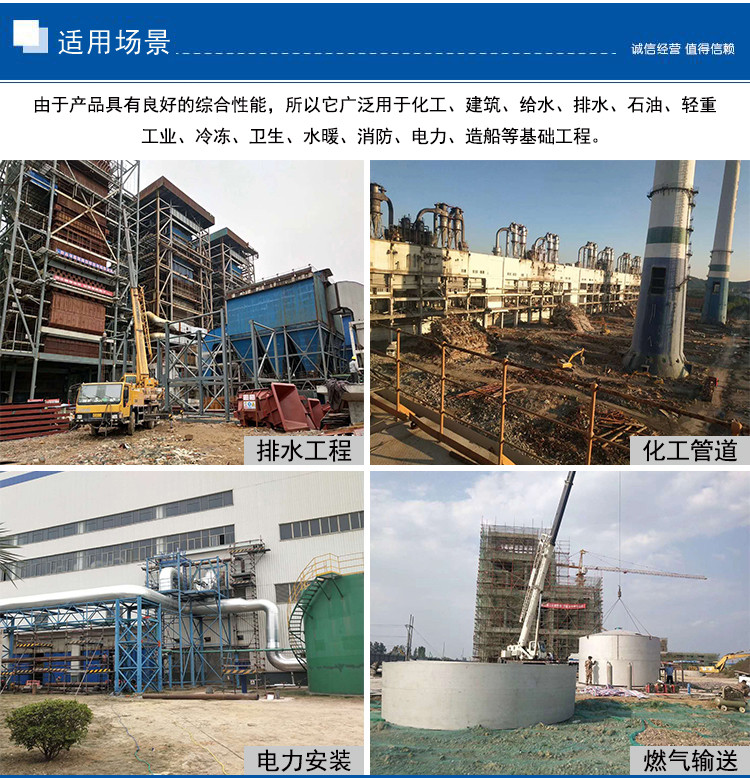
| 用途 | 石油、燃气、化工管道 |
| 品牌 | 泰诺 |
| 型号 | DN350 |
| 加工定制 | 是 |


减少快开盲板工艺系统受力变形的措施:
减少工艺系统受力变形,是机械加工中保证产品质量和提高生产率的主要途径之一,根据生产实际情况,可采取以下几方面的措施。一般来说,部件的接触刚度低于实际快开盲板的刚度,提高接触刚度是提高工艺系统刚度的点。常用的方法是改善工艺系统主要快开盲板接触面的配合质好,如机床导轨副的刮研,配研锥体与主轴和尾座套简锥孔的配合面,多次修研加工普通快开盲板用的中心孔等。通过刮研增加接触面积,预加载荷消除间隙,有效地提高接触刚度,从而提高工艺系统的刚度。但有时又往往受到预紧力不能进一步增大的限制,可以采取减少连接面接触面积的方法,来达到增加预紧力的目的。提高接触刚度的另一个措施是预加载荷,这样可消除配合面间的间隙,增加接触面积,减少受力后的变形,此方法常用于各类轴承的调整。
在加工中,由于快开盲板本身的刚度较低,通常是叉架类、细长轴等快开盲板,容易变形。在这种情况下,如何提高快开盲板的刚度是提高加工精度的点。其主要措施是缩小切削力的作用好处到支承之间的距离,以增大快开盲板在切削时的刚度。在车床上加工细长轴时,快开盲板刚度差,常采用中心架或跟车床架来提高快开盲板的刚度。在转塔车床上加工较短的轴类快开盲板时,为增强车床架刚度,常采用导套、导杆等辅助支承来加强车床架的刚度。