| 表面处理 | 喷漆 |
|---|---|
| 材质 | Q235B |
| 产地 | 河北沧州 |
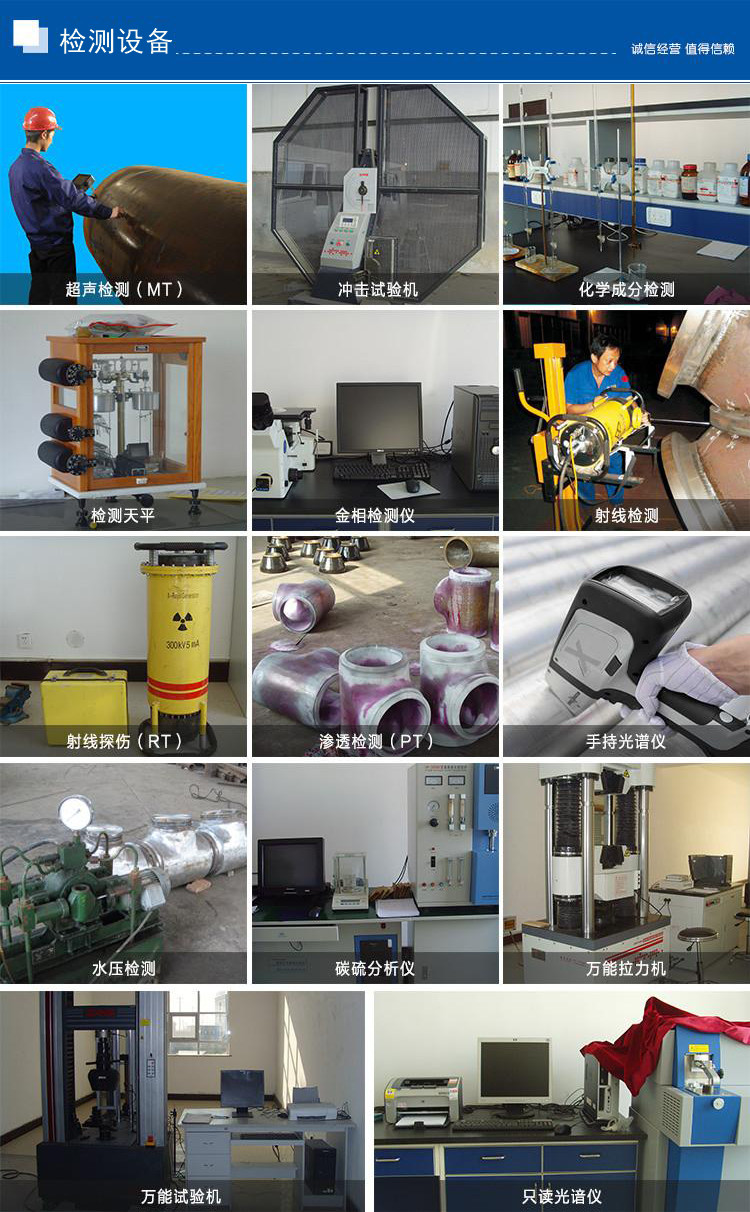
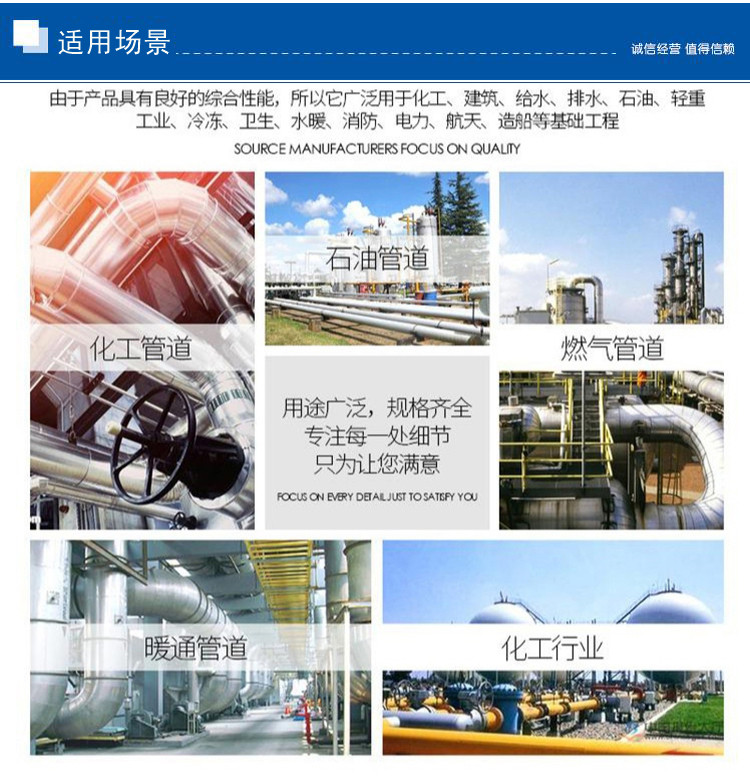
| 适用范围 | 化工、电力、排水管道的固定。 |
| 品牌 | 泰诺 |
| 型号 | DN200 |
| 加工定制 | 是 |










管夹调试法:
完全调试法:调试法的实质是通过控制管夹的加工误差来保证装配精度。在装配过程中,每个待装配的管夹不需要进行任何挑选、调整或修配,装配后即可达到装配精度的要求,这种装配方法称为完全调试法。若大多数管夹装配后即达到装配精度的要求,而少数不合格,这种装配方法称为不完全调试法,也称大多数调试法。由此可见,采用完全调试装配法进行装配时,装配尺寸链采用极值法解,即满足封闭环的公差不小于各组成环的公差之和。
在采用完全调试装配法进行装配尺寸链计算时,即巳知封闭环(装配精度)的公差,分配有关管夹(各组成环)的公差时,可按等公差原则先确定它们的平均极值公差,然后根据各组成环尺寸大小和加工的难易程度,对各组成环的公差进行适当的调整。在调整时可参照以下原则:
(1)组成环是标准件尺寸(如轴承或弹性挡圈厚度等)时,其公差值及分布在相应标准中巳有规定,应为确定值。
(2)组成环是几个尺寸链的公共环时,其公差值及分布由其中要求严格的尺寸链先行确定,对其余尺寸链则应为确定值。
(3)尺寸相近、加工方法相同的组成环,其公差值相等。
(4)难加工或难测量的组成环,其公差可取较大数值;易加工、易测量的组成环,其公差取较小值。在确定各组成环极限偏差时,对属于外尺寸(如轴)的组成环按基轴制决定其极限偏差和分布,属于内尺寸(如孔)的组成环按基孔制决定其公差分布,孔中心距尺寸极限偏差按对称分布选取。
完全调试装配法的好处是:装配质量稳定可靠,装配过程简单,生产效率,易于实现装配机械化、自动化,便于组织协作生产,便于维修中更换管夹。但由于各环公差以及上下偏差是按极限尺寸考虑的,当装配精度要求较,通常是装配体中组成环数较多时**会使管夹尺寸公差过小,造成管夹加工困难。因此,完全调试装配法多用于较精度的少环尺寸链,或者组成环数较多,但装配精度较低的大批大量生产中。