










| 生产标准 | 西北电力 |
|---|---|
| 厚度 | 6.5 |
| 螺栓 | M20 |
| 包装 | 木箱 |
| 表面处理 | 镀锌 |
| 材质 | 16Mn |
| 产地 | 河北沧州 |
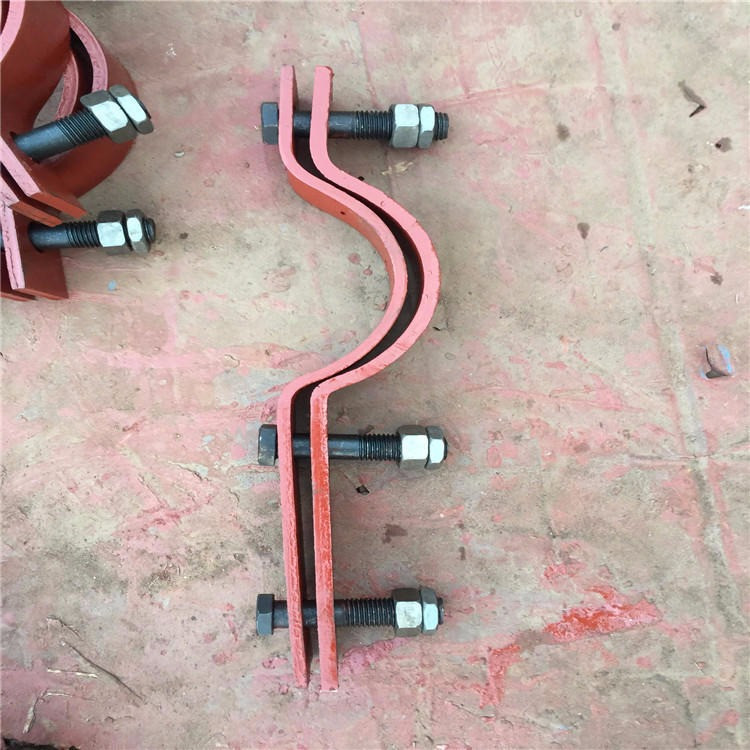
| 公称通径 | 377mm |
| 适用范围 | 化工、电力、排水管道的固定。 |
| 销售方式 | 直销 |
| 颜色 | 铁红色 |
| 执行质量标准 | 国标 |
| 贸易属性 | 库存 |
| 发货期限 | 3天 |
| 品牌 | 泰诺 |
| 型号 | DN350 |
| 加工定制 | 是 |
| 打样周期 | 1-2天 |












管夹安装时大多数采用互换装配法:
完全互换法的装配过程虽然简单,但它是根据极大极小的极端情况来建立封闭环和组成环的关系式,各组成环所获公差过于严格,常使管夹加工过程产生困难。由数理统计基本原理可知:在一个稳定的工艺系统中进行大批大量生产时,管夹加工误差出现极值的可能性很小,在装配时,各管夹的误差同时为极大极小的极端情况的可能性更小,.实际上可以忽略不计。因此,完全互换法用严格管夹加工精度的代价换取装配时不发生或极少出现的极端情况,显然是不科学、不经济的。
因此,在绝大多数管夹中,将组成环的公差适当放大,使管夹加工容易,装配时各组成环不需挑选或改变其大小或位置,装配后即能达到装配精度的要求,虽然少数管夹有出现废品的可能性,但这属于小概率事件,很少发生,从总的经济效果上来看仍然合理可行,这**是大多数互换法(或称不完全互换法)。
大多数互换装配法的好处是:管夹所规定的公差比完全互换法所规定的公差大,有利于管夹的经济加工,装配过程与完全互换法一样简单、方便;但在装配时,应采取适当的工艺措施,以便降低或排除个别管夹因出公差而产生废品的可能性。这种装配方法适用于大批大量生产,组成环较多、装配精度又要求较的场合。
选择装配法是将尺寸链中各组成环的公差放大到经济可行程度,然后选择合适的管夹进行装配,以保证规定的装配精度要求。这种装配方法常应用于装配精度要求而组成环数又较少的成批或大批大量生产中。选择装配法主要有三种不同的形式:
1. 直接选配法:在装配时,工人从许多待装配的管夹群中,凭装配经验和必要的判断性测量,直接选择合适的管夹进行装配,以保证规定的装配精度要求,这**是直接选配法。直接选配法的优好处是能达到很的装配精度,但与工人的技术水平和测量方法有关,且劳动量较大,装配时间不易控制,不宜用于生产节拍要求较严的大批大量流水作业中。另外,采用直接选配法装配,一批管夹严格按同一精度要求装配时,后可能出现无法满足要求的剩余管夹,当各管夹加工误差分布规律不同时,剩余管夹可能更多。
2. 分组选配法:在管夹加工时,将各组成环的公差相对完全互换法所求数值放大数倍,使其尺寸能按经济精度加工,然后按实际测量尺寸将管夹分为数组,再按公差间隔预先分成若干组,按对应组分别进行装配以达到装配精度的要求,这种方法称为分组选配法。由于同组内管夹可以互换,故这种方法又称为分组互换法。显然分组越多,所获得的装配质量**越。一般来说,管夹的分组数以3~5组为宜。
3.在大批大量生产中,对于组成环数少而装配精度要求又的部件,常采用分组装配法。例如,滚动轴承的装配、发动机气缸活塞环的装配、活塞与活塞销的装配、普通机床中某些普通部件的装配等。




