










| 生产标准 | 西北电力 |
|---|---|
| 厚度 | 6 |
| 螺栓 | M20 |
| 包装 | 木箱 |
| 表面处理 | 镀锌 |
| 材质 | Q235B |
| 产地 | 河北沧州 |
| 公称通径 | 168mm |
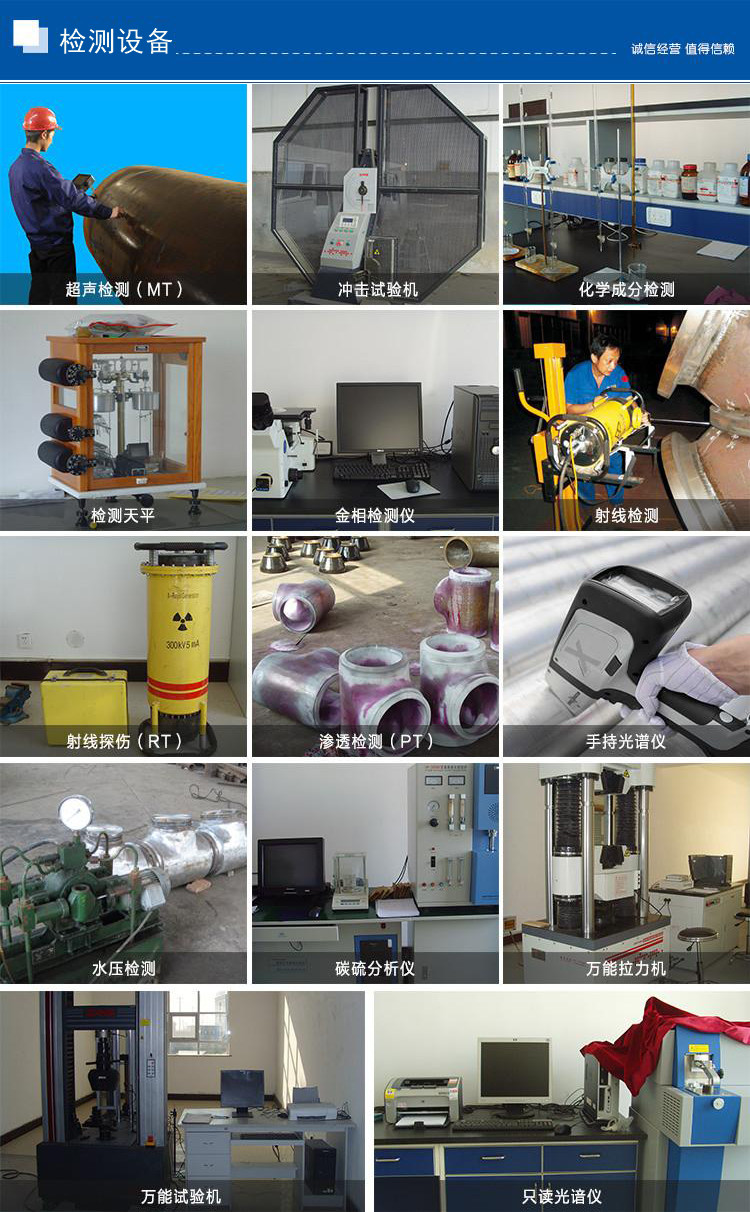
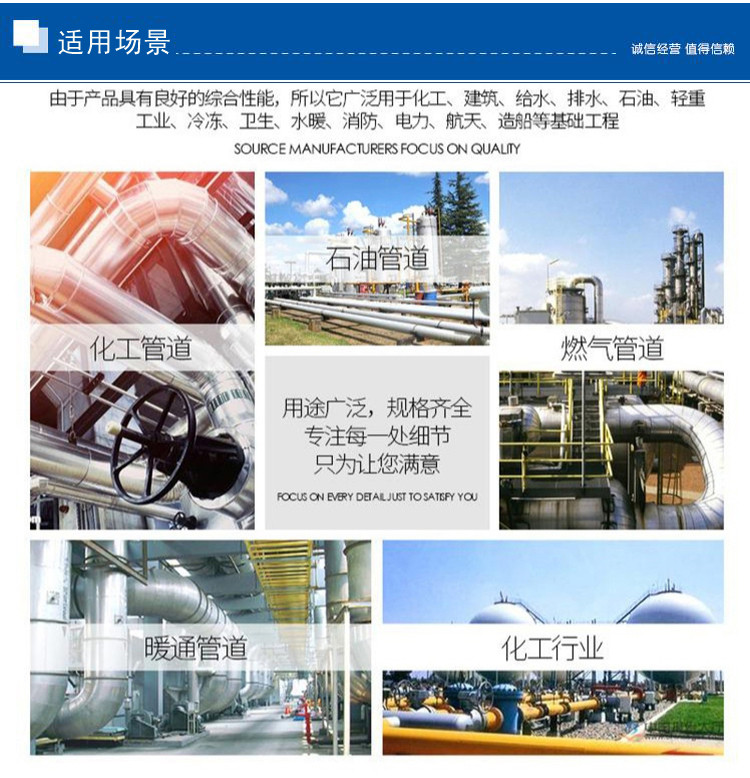
| 适用范围 | 化工、电力、排水管道的固定。 |
| 销售方式 | 直销 |
| 颜色 | 铁红色 |
| 执行质量标准 | 国标 |
| 贸易属性 | 库存 |
| 发货期限 | 3天 |
| 品牌 | 泰诺 |
| 型号 | DN150 |
| 加工定制 | 是 |
| 打样周期 | 1-2天 |












管夹的结构工艺性分析:
管夹的结构工艺性是指在满足使用要求的前提下制造、维修的可行性和经济性。即所设计的管夹结构应便于成形,并且成本低,效率。它的涉及面广,因此有必要对管夹进行结构工艺性分析,找出技术点,以便在拟定工艺规程时采用适当的加工措施加以保证。
1.尺寸精度
轴颈是轴类管夹的主要表面,它影响轴的回转精度及工作状态。轴颈的直径精度根据其使用要求通常为1T6-1T9,普通轴颈可达1TS。轴套的外径精度相对于内径精度来说要相对一些。
2. 表面粗糙度的要求
根据管夹的表面工作部位不同,可有不同的表面粗糙度。例如,普通机床主轴支撑轴颈的表面粗糙度Ra为l.6-6.3μm。随着机器运转速度的增大和精度的提,轴类管夹表面粗糙度值要求也将越来越小。
3. 位置精度的要求
位置精度主要是指装配传动件的配合轴颈相对于装配轴承的支撑轴颈的同轴度,通常是用配合轴颈对支撑轴颈的径向同轴度来表示。根据使用要求,规定精度为0.001-0.005mm,而一般精度的轴为0.01-0.03mm。数控加工中的选择和削用量确定是在人机交互状态下完成的,要求编程人员必须掌握选择和削用量确定的基本方法,在编程时充分考虑数控加工的好处,能够正确选择及削用量。数控车床对提出了更的要求,不仅要求精度、刚性好、耐用度,而且要求安装、调整、刃磨方便,断屑及排屑性能好。在所选数控车床上可预先安装六把,当被加工管夹改变后一般不需要更换**能完成管夹的全部车削加工。
为了满足要求,配备时应注意以下几个问题。
(1)在可能的范围内使被加工管夹的形状、尺寸标准化,实现不换或少换以缩短准备和调整时间。
(2)使规格化和通用化,以减少的种类,便于管理。
(3)尽可能采用可转位片,磨损后只需更换片,增加了的互换性。
(4)在设计或选择时应尽量采用效率、断屑及排屑性能好的。车床主要用于回转表面的加工,如内外圆柱面、圆锥面、圆弧面、螺纹、内孔等的削加工。数控车削常用的车一般分为三类,即尖形车、圆弧车和成形车。




