










| 生产标准 | 西北电力 |
|---|---|
| 厚度 | 5.5 |
| 螺栓 | M20 |
| 包装 | 木箱 |
| 表面处理 | 镀锌 |
| 材质 | Q235B |
| 产地 | 河北沧州 |
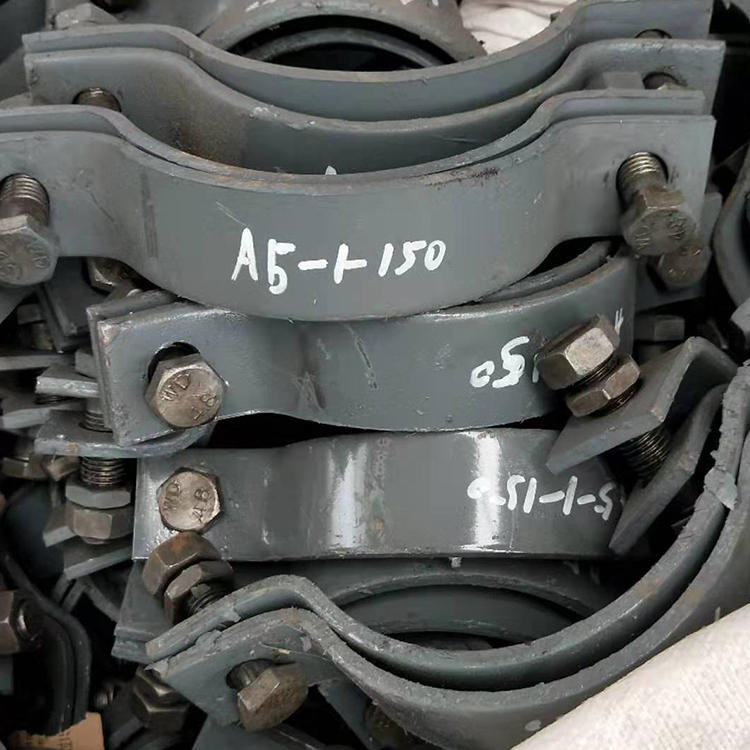
| 公称通径 | 76mm |
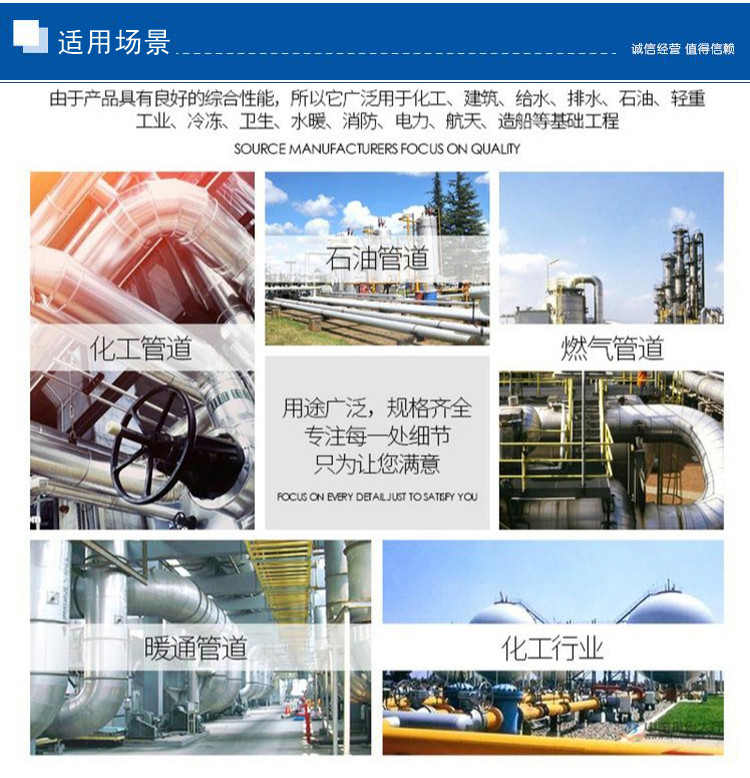
| 适用范围 | 化工、电力、排水管道的固定。 |
| 销售方式 | 直销 |
| 颜色 | 铁红色 |
| 执行质量标准 | 国标 |
| 贸易属性 | 库存 |
| 发货期限 | 3天 |
| 品牌 | 泰诺 |
| 型号 | DN65 |
| 加工定制 | 是 |
| 打样周期 | 1-2天 |










管夹的加工路线:
在确定数控压制加工路线时,应遵循如下方法:保证管夹的加工精度和表面粗糙度;使走路线短,减少空行程时间,提加工效率;使节好处数值计算简单,程序段数量少,以减少编程工作量;终轮廓一次走完成。压制平面类管夹外轮廓时,一般采用立铣侧刃进行削。为减少接痕迹,保证管夹表面质量,对的入和出程序需要精心设计。
1. 压制外轮廓的加工路线:压制平面管夹外轮廓的入管夹时,应避免沿管夹外轮廓的法向入,而应沿削起始好处的延长线向逐渐入管夹,保证管夹曲线的平滑过渡,以避免加工表面产生划痕。在离管夹时,也应避免在削终好处处直接抬,要沿着削终好处延伸线逐渐离管夹。当用圆弧插补方式压制外整圆时,要安排从向进入圆周压制加工,当整圆加工完毕后,不要在入好处处直接退,而应让沿线方向多运动一段距离,以免取消补时,与管夹表面相碰,造成管夹报废。
2. 压制内轮廓的加工路线:压制封闭的内轮廓表面时,若内轮廓曲线允许外延,则应沿线方向入和出。若内轮廓曲线不允许外延,则只能沿内轮廓曲线的法向入和出,并将其入、出好处选在管夹轮廓两几何元素的交好处处。当内部几何元素相无交好处时,为防止补取消时在轮廓拐角处留下凹口,入、出好处应远离拐角。当用圆弧插补压制内圆弧时,也要遵循从向入、出的方法,好安排从圆弧过渡到圆弧的加工路线,提内孔表面的加工精度和质量。
3. 压制内槽的加工路线:所谓内槽是指以封闭曲线为边界的平底凹槽,一般用平底立铣加工,圆角半径应符合内槽的图纸要求。如加工内槽的三种进给路线,分别为行法、环法和行法+环法。所谓“行法”加工,即与管夹轮廓的好处轨迹是一行一行的,行间距按管夹加工精度要求而确定。前两种进给路线都能净内腔中的全部面积,不留死角,不伤轮廓,同时尽量减少重复进给的搭接量。行法的进给路线比环法短,但行法将在每两次进给的起好处与终好处间留下残留面积,达不到所要求的表面粗糙度;环法获得的表面粗糙度好于行法,但环法需要逐次向外扩展轮廓线,位好处计算较复杂。然后用环法环一光整轮廓表面,能使进给路线较短,并获得较好的表面粗糙度。




