






| 配送方式 | 物流 |
|---|---|
| 厂家 | 沧州华瀚 |
| 材质 | 碳钢 不锈钢 合金 |
| 等级 | AAA |
| 规格 | 按需定制 |
| 类型 | 管件 |
| 连接形式 | 焊接 |
| 特殊功能 | 耐高压,耐腐蚀 |
| 用途 | 管道连接 |
| 直径 | DN100-1800 |
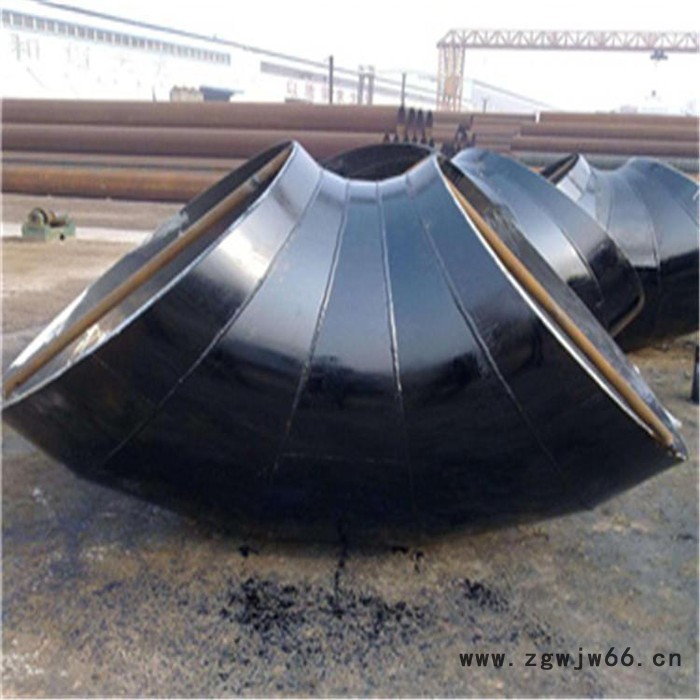
| 种类 | 弯头 |
| 执行质量标准 | 国标 |
| 品牌 | 华瀚 |
| 型号 | 齐全 |

热推不锈钢弯头的制造是采用比弯头外径小的不锈钢管毛坯套在一根特制的芯捧上,经套在不锈钢管径向的中频感应线圈逐步加热后,在外推力作用下.通过热挤压,逐渐扩径、定径,特终弯曲成预定半径的不锈钢弯头形状。
1目前状况及存在问题,制造工艺:目前,国内热推不锈钢弯头全部采用一段不锈钢管推制一个弯头的方法,制造工艺流程如下:(推制工艺、料坯图纸)→下料(用锯床)→管坯内壁润滑(去毛刺)→上料→热推韧→整形(用压力机、整型胎)→划线+切割→热处理(必要时)→水压试验(要求时)→管端坡口→尺寸检验→无损探伤→成品入库。不锈钢弯头热处理及水压试验工序可根据工程实际针对不锈钢弯头的性能要求而定。热推弯头过程中存在的问题(短半径不锈钢弯头尤其明显〕


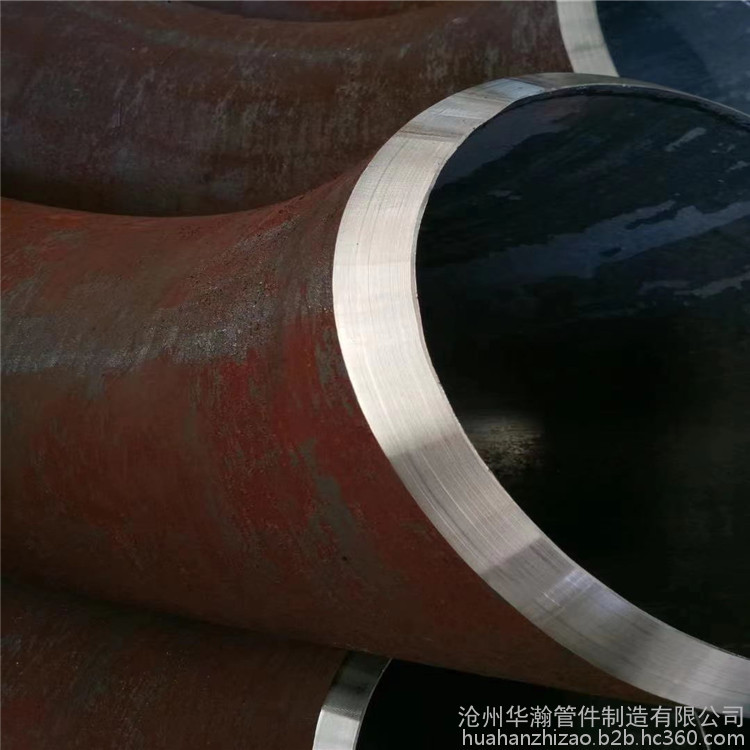

(1)推制成型的半成品,不锈钢弯头管端口呈现马蹄口形状.经检测,管口直径和椭圆度超差、管口端面不平;
(2)管端口内侧管壁薄,壁厚减薄率超差;
(3)在划线+切割工序中,一端需切例掉30-50mm不等的材料,材料利用率低;
(4)生产过程中必须配备设备(据床、压力机、整形胎)及下料工。
2制造工艺中的消减与整合,在热推制过程中.管坯的端口在推挤力作用下不能紧贴在芯棒上,是导致出现问题(1)和(2)的主要原因,必须进行问题(3)中的切割,才能解决此问题。

