


| 加工定制 | 是 |
|---|---|
| 产地 | 河北 |
| 材质 | 齐全 |
| 功率 | 2KW |
| 规格 | 齐全 |
| 级数 | 一级 |
| 排出口径 | 32mm |
| 性能 | 耐腐蚀 |
| 扬程 | 齐全 |
| 转速 | 强 |
| 执行质量标准 | 行标 |
| 品牌 | 泽天 |
| 型号 | QDLF2-30 |
| 质量认证 | CCC |



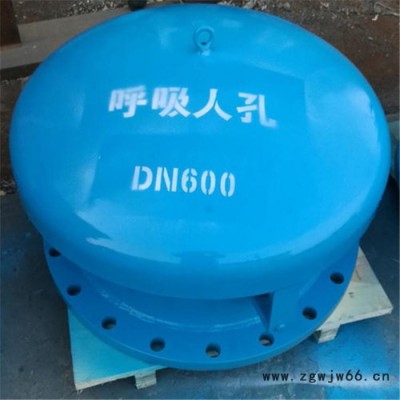
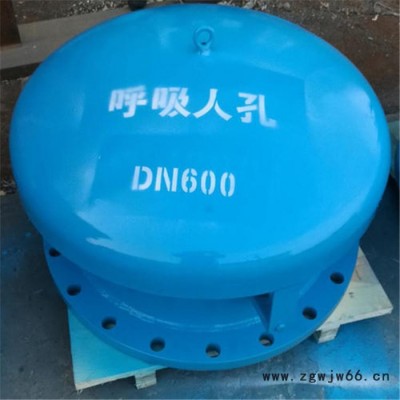
自由锻造在锻造锤子或液压机时通常使用简单的工具锻造人孔钢锭或块。自由锻造由于没有专用模具,锻造尺寸精度低,生产率不高。主要用于人孔厂单件产品、小批量生产、大锻件生产或方坯开孔。模锻是用模锻锤或热模锻模具成形的,分为开式模锻和闭式模锻。由于金属成形由模具控制,所以模锻的形状和尺寸非常,人孔的生产率高,适合批量生产。二次挤压主要用于生产挤压件。 挤压是在三维强压应力条件下的成形过程,具有较大的变形能力,更适合于低塑性材料的成形。室温下的挤压称为冷挤压。冷挤压工艺具有高质量(高精度、高强度)、率、节材等优点。中小型零件的冷挤压越来越受到人们的青睐。 人孔产品的表面一般有三种形式:酸洗处理、内外亚光、内外镜面。2.2法兰坯料锻制。法兰按相应材料的锻造工艺要求将合格坯料放在加热炉中加热后进行锻造,大型管件的坯料要在夹板锤下进行自由锻造。所有法兰坯料均需达到II级锻件以上要求。不同材质的坯料按相应加热温度和保温时间的工艺卡要求进行。2.3管件毛坯(法兰坯料)热处理,按不同材料的热处理工艺对经热(冷)加工成型的管件及锻造完成的法兰坯料进行热处理,以达到应力、细化组织、提高材料的强度、韧性等综合性能。热处理工艺按热处理工艺卡执行。2、热处理的工艺步骤按以下要求:2.3.1检查热处理炉各部件:火嘴、温度计、风机、油泵系统、台车装置、炉门升降装置等应处于正常备用状态,油库燃料量应满足热处理使用。2.3.2装炉:(1)工件要垫高400mm左右,排列不应使工件互相受压,间隔150mm防止变形便于冷却均匀散热。


。