






| 加工定制 | 是 |
|---|---|
| 类型 | 铸铁平板 |
| 精度 | 0级 |
| 材质 | HT200-300 |
| 工作面硬度 | HB170-240 |
| 规格 | 200*300*50,300*300*50,300*400*80,400*400*80,400*500*100,500*500*100,400*600*100,600*600*100,630*630*100,500*800*100,600*800*100,600*900*100,630*1000*150,750*1000*150,800*1000*150,800*1200*150,900*1200*150,1000*1000*150,1000*1200*150 |
| 品牌 | 君旭机械 |
| 型号 | GB/T7949-1999 |

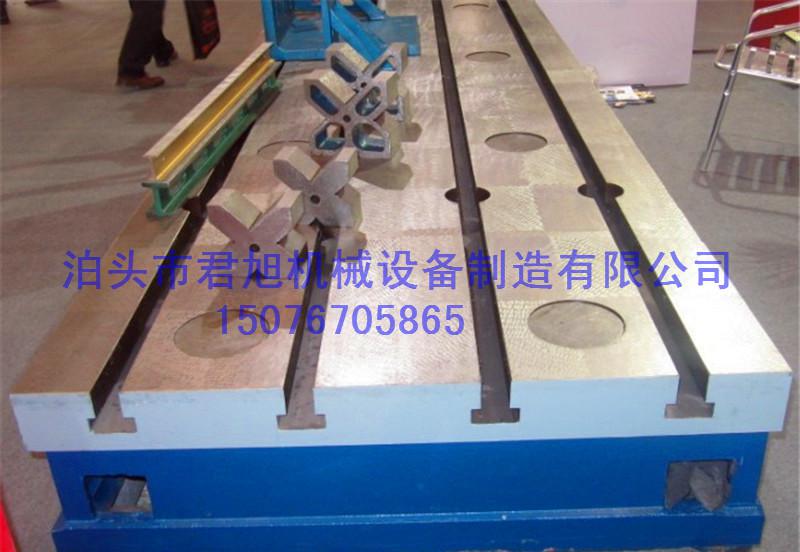
铸铁平台均按中华人民共和国“JB/T7974-1999”和JB/T7975-1999检定标准及企业内控标准执行。产品制成筋板式和箱体式,工作面有长方形、正方形或圆形,材料HT200300,QT400-600,ZG15-45。铸铁平台工作面采用刮研工艺,工作面上可加工V形、T型、U型槽、燕尾槽、和圆孔、长孔等。校准平台是用于工件检测或划线的平面基准量具。铸铁平台安装**调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃,使用时应避免振动。
平台研制开发全部采用CAD/CAM技术。加工工艺:实型模型及工装→实型铸造→铸件人工时效处理→粗加工→二次人工时效→精加工→人工刮研→检验合格→包装。
铸铁平台的材质:不低于9439中250级的**、结构细密的普通铸铁或合金铸铁制作;材料外部 应无缺陷,内部应无气孔和疏松。准确度等级为2级和3级平板工作面上的细微缺陷允许用与平板成分相同的材料来填补。


铸铁平台类的储存方法:场地内的储物架子要离开地面一定高度.短期防锈保存是针对室内临时存放的平台及工、量具而言,也包括工作完成后不使用的设备.设备加工完零件后,当场对设备进行防锈处理.简单有效的方法是清洗或清理设备表面污垢后,进行涂装防锈.
铸铁平台均按中华人民共和国“JB/T7974-1999”和JB/T7975-1999检定标准及企业内控标准执行。产品制成筋板式和箱体式,工作面有长方形、正方形或圆形,材料HT200300,QT400-600,ZG15-45。铸铁平台工作面采用刮研工艺,工作面上可加工V形、T型、U型槽、燕尾槽、和圆孔、长孔等。校准平台是用于工件检测或划线的平面基准量具。铸铁平台安装**调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃,使用时应避免振动。
平台研制开发全部采用CAD/CAM技术。加工工艺:实型模型及工装→实型铸造→铸件人工时效处理→粗加工→二次人工时效→精加工→人工刮研→检验合格→包装。
铸铁平台的材质:不低于9439中250级的**、结构细密的普通铸铁或合金铸铁制作;材料外部 应无缺陷,内部应无气孔和疏松。准确度等级为2级和3级平板工作面上的细微缺陷允许用与平板成分相同的材料来填补。
铸铁平台类的储存方法:场地内的储物架子要离开地面一定高度.短期防锈保存是针对室内临时存放的平台及工、量具而言,也包括工作完成后不使用的设备.设备加工完零件后,当场对设备进行防锈处理.简单有效的方法是清洗或清理设备表面污垢后,进行涂装防锈.
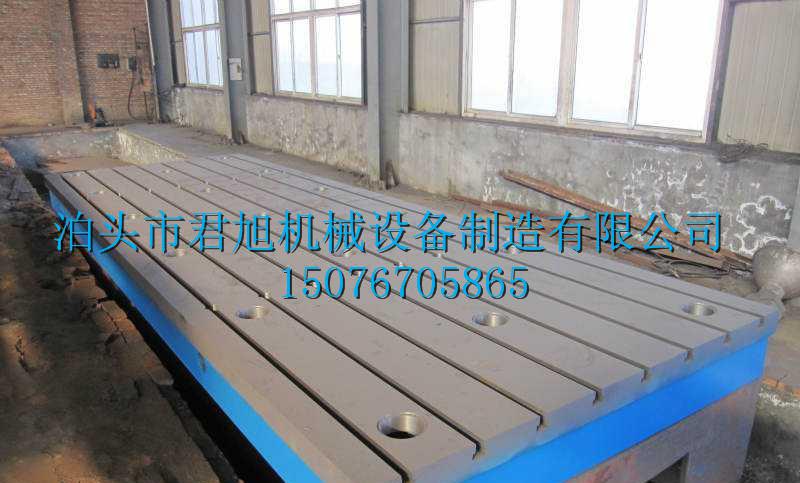

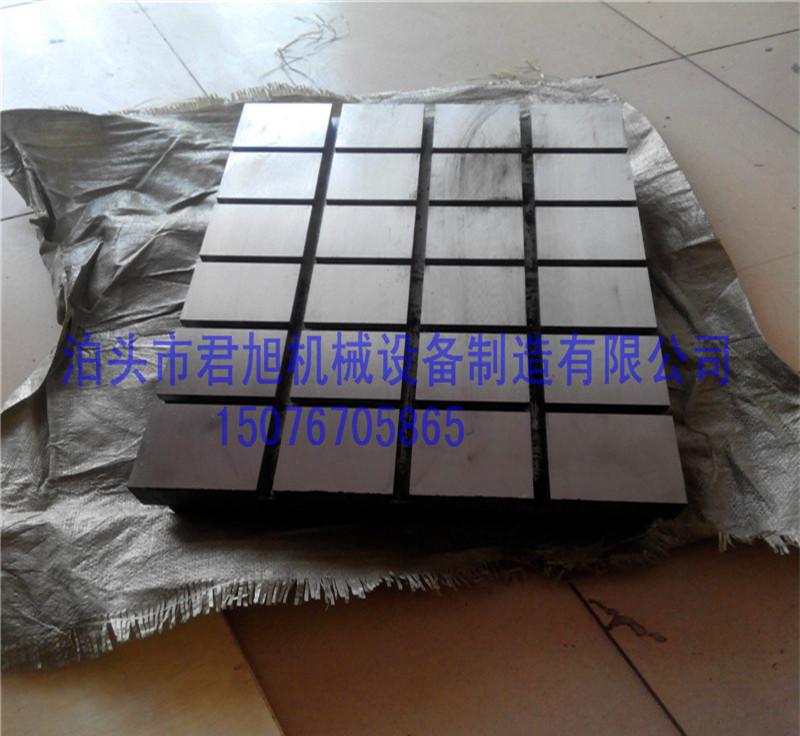
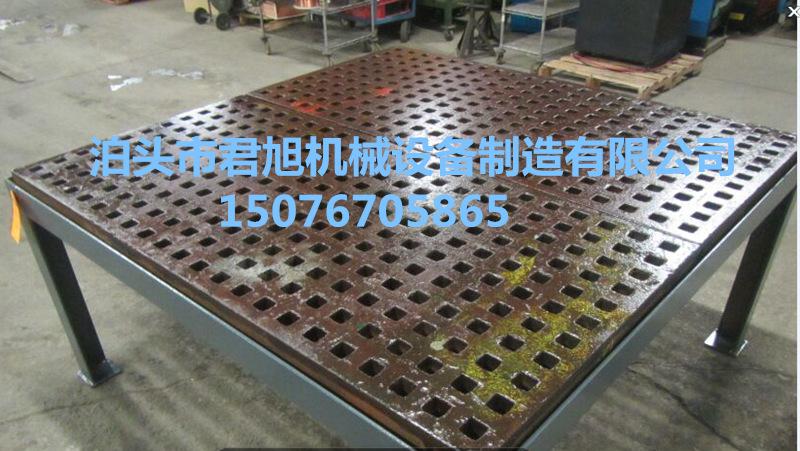
铸铁平板刨削T型槽后也叫T型槽平台。需要开T型槽铸铁平板的客户可直接告知我司需要T型槽要求
铸铁平台使用磨损后,可以重新修刮恢复其精度。
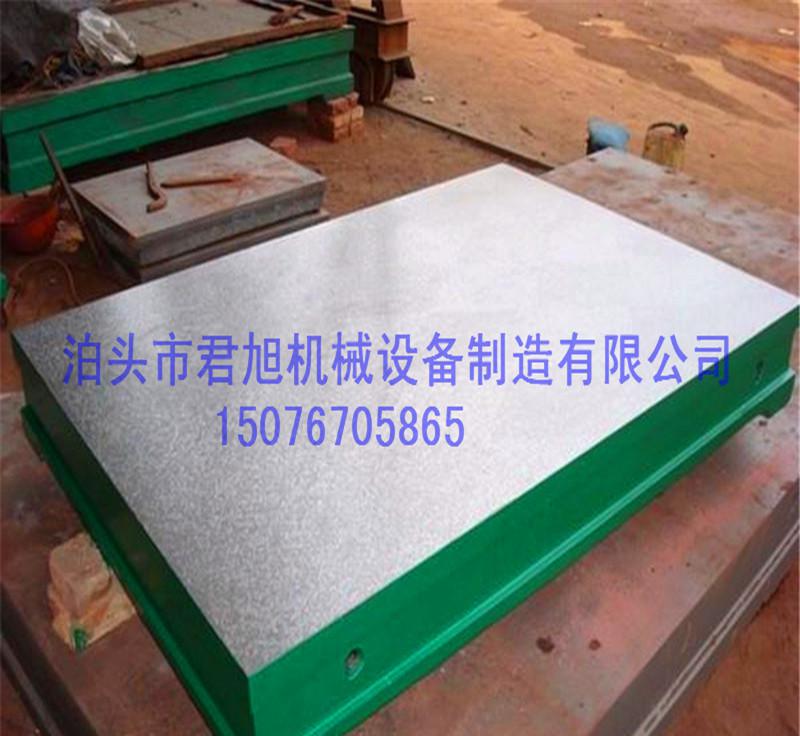
铸铁平板可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,保证了测量准确度。
铸铁平台的铸铁质量和热处理质量对平板使用性能产生较大影响:或因残存较大内应力使工作面变形;或因不耐磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板必须注意铸铁材料的选择,采用时效处理等方法消除铸铁平板的残余应力。应用于动力机械设备的装配、调试、焊接、铆焊用的基准。可以固定机械设备。特殊规格可根据用户需求制造。精度:按**标准计量检定规程JJG117-91执行,分别为3级、精刨。表面处理:工作面采用刮研工艺,用涂色法进行检验,保证了平面精度。工作面一般开有T型槽,也可根据要求加工长孔或圆孔等。铸铁T平台精度平板制成筋板式和箱体式,工作面有长方形、正方形或圆形。工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。铸铁检验平板、铸铁划线平板、铸铁铆焊平板、铸铁装配平板、动力机械震动试验台(又称槽铁或地梁、地轨)、铸铁方箱、检验棒、V型铁、花岗石平板(岩石平板)以及其他岩石量具划线平台、铆焊平台、试验平台、装配平台、检验平台、大理石平台、铸铁工作平台组合拼装T型槽平板、铁地板,检验、划线装配、铆焊、工装用平板,镗铣床平台,三座标仪平板,模具垫板,实验室基础平板,槽铁(地轨)、方(垫)箱机床工作台、震动实验台、基础平台、落地工作平台、检测平台、划线平台、装配平台、铆焊平台、组合平台材质为高强度(HT200~300). 工作面硬度HB170~240.经过两次时效处理(人工时效及自然时效2~3年).使该产品的精度稳定而抗磨性好.精度按**标准计量检定规定规程执行.平台 (按GB4986-85制造)划线、检验、测量、铆焊、装配、焊接用工作平台 工作面精度一般为一级。铸铁T型槽平台在浇注完成后开始用振动清沙和人工除沙并清理铸铁平台毛坯周围的废弃物,清沙完毕后铸件自然放凉并开始**次回火(时效处理),铸件在回火窑升温至780°并在窑种和窑的温度同时降至50°方可出窑。铸铁平台的铸件在粗加工的时候使用的是济南产龙门刨床和断面铣床使铸铁平台四周及上下面成正方形或是长方形,如果需要开T型槽必须在刨完平面后放置**后才能开T型槽或是U型槽、矩型槽等加工。如果客户需要的精度较高个光洁度较高,那经过粗加工后必须用我厂自有的昆明机床厂产的6000*3000的数控龙门铣床进行精加工,数控龙门铣床加工后的精度直线度和平面度每米误差0.008mm,光洁度可以控制在1.2以内经过人工抛光后光洁度**高可以达到0.8。如果在铸铁平台上进行钻孔或是绞螺纹孔也可以用数控龙门铣床进行一次性完成,精度高,光洁度高。

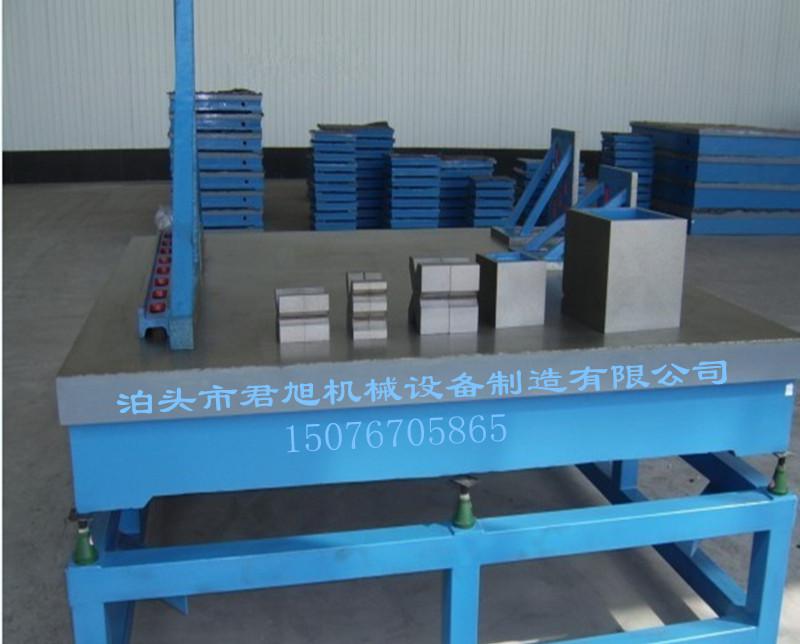
铸铁平台适用于各种检验工作,精密测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作精密划线.在机械制造中也是不可缺少的基本工具
铸铁平台安装测量工具:
使用工具:调整垫铁(千斤顶),水平仪。
铸铁平板放置或调整不正确会直接影响到测量精度,所以应正确的调整和放置。下面介绍一下铸铁平板的放置与调整。
检定前通过改变三个支承点高度,用水平仪将铸铁平板大致调至水平,使平板的负荷均匀分布于各支点上。大平板增加的支承点需垫平稳,不可破坏水面。

用水平仪检定时,平板本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上.仪器支架牢固性 尤为重要。所以检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为:工厂常将小平板置于钳工台或桌子上,牢固稳定性差。检定人员在平板附近的走动、检定工具在平板上的 移动,都会产生不同的重力,使平板的空间位置发生变化,测量结果不可靠。所以检定这类平板时,平板应移至牢固稳定的场地上,避免重力变化对测量结果的影响。
对于检定人员在特大平板上检定时的移动,更应考虑检定场地的稳定性,注意重力变化的影响。 对于400mm×400mm以下的小平板,特别是岩石平板.其平板重量较轻,而检定工具(水平仪或反射镜及桥板)重量较重,当其放在不同位置时,平板的三个支点负荷发生不均衡变化,造成平板与支承间产生接触变形。检定时除应考虑检定地点稳定外,还应注意检定工具的重量,必要时应增加辅助支承来增强平板放置的牢固性。还可使用配重方检测。


铸铁平台铸铁平台(平板)刚度测试装置由下列部分组成:
1.比较仪,常用扭簧比较仪,它安装在横梁中部;
2.砝码(载荷)
3.砝码支座,它安置在铸铁平台工作面中央,与横梁不应有任何连接;
4.横梁,沿铸铁平台工作面对角线方向安装,它应有足够的刚性;
5.垫块,用来支架横梁
6.铸铁平台
测试方法是按铸铁平台刚度测试装置在被测铸铁平台工作面上装好测试装置,在不加砝码时,将比较仪的测头与工作面相接触(为使测量准确,可在测头与工作面之间放一块薄的量块)并记下读数。然后按铸铁平台刚度指标规定的载荷在支架上施加砝码,再记下此时比较仪的读数。两次读数之代数差的**值,即为该铸铁平台在额定载荷下的挠度值。
卸下负载后观察比较仪是否恢复到空载时的读数,若未能复原,则应其原因并重新测试。
铸铁平台一定要有**的平面度,要想有**的平面度必须具备一以下几个条件:
一、厚度要求:主要包括平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
二、材质要求:高强度铸铁HT200-300,硬度:HB170-240。
三、人工退火:在回火窑经过600-700度高温退火时效处理。
四、自然时效:按国标标准应该是2-3年自然时效,由于此工序时间太长,企业受资金周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在国际上已普遍使用。
五、沙眼与气孔:0级与1级平台不允许有气孔与沙眼,2级和3级可以用与平台同材质固体填充气孔沙眼。注意:填充物的的硬度一定要低于平台本身的硬度。


六、铲刮工艺:人工铲刮在铸铁平台加工过程中是**的工艺,它决定了铸铁平台的平面度误差大小,以及工作面的可接触点数。0级板平台在每边为25㎜平方的范围内不少于25点;1级平台在每边为25㎜平方的范围内不少于20点;2级平板平台在每边为25㎜平方的范围内不少于16点;3级平板平台在每边为25㎜平方的范围内不少于12点。铲刮完成后平台四个边棱倒钝。
七、清砂与涂漆:平台底面清砂要彻底,干净且喷涂红色防锈漆。侧面要平整后再涂漆,一般涂篮漆或绿漆。
八、包装要求:主要是木质包装,尽量选用厚质木材覆盖平台上工作面,必要时做全封闭包装。包装前平台工作面防锈措施一定要做好。
九、运输要求、在平台装车后,检查是否有悬空,如有悬空要垫实,避免振动。平台不要摞放过高以免挤压变形。
十、 配件选择:主要是支架选择,支架用材为壁厚1.5-2mm的方钢和角铁,焊接密度和结构要合理,调节螺栓要旋转通畅。
十一、安装调试:一般先用用框式水平仪调平,在用光学合像水平仪或电子合像水平仪再进行一次平面度误差测量,如有问题可要求平台生产商来现场铲刮修复。
十二、正确使用:铸铁平台在调试完成后即可使用,室温控制在20±5℃使,在台面上检测工件要轻放轻挪,不要集中使用一个区域,尽量均匀使用整个铸铁平台的有效面积。

【一、品质保证】
1、本店所售产品均为原厂包装的**!
2、发布价格均是未税价,可以开**(普通**和17%增**都加12%税点)。
3、本店所售的每一款产品均可以保修,具体保修期限详见每款产品下面的说明,产品售出或发出时我们都会检查或试机,出现质量问题的可能性很小,返修率低。
【二、工作时间】
1、工作时间:冬季:周一至周六 08:00-17:00,夏季:周一至周六 08:00-17:30 节假日可电话联系(15151608380 MISS石)。
2、发货时间:每日下午,我们的产品先要打包,亲拍下产品请及时付款。
【三、买家必读】
现在物流物件比较多,我们发货时会认真包装,我们的产品都是经过品检员验货后才发货,请买家务必在签收前开箱验货,确保产品无损后,再签收!以防万一,如有损坏请拒绝签收!并麻烦您联系我们。直接签收货物,如运输过程中造成的货物损坏,货运公司是拒绝赔偿的,会给您带来不必要的损失,此情况将不予受理;谢谢配合!
【四、快递和运费】
1、你们的运费是如何计算的呢?
注:亲爱的买家,我们这个价格是不含运费和**的,因为版块的运费都是固定的,因为我们这个发物流到全国各地运费不一样,所以购买前请与我们联系,我们随时为您服务,谢谢!!!
2、关于送货上门?
物流公司默认不送货上门,需要您到所在地的物流点提货。需送货上门的请联系客服,送货费用各物流公司价格不一**低55元。物流送货上门都是送货到楼下,所有物流都是统一的。
【五、售后服务】
1、保修期: 质保一年(易耗品除外)。
2、保修期内的运费:由买卖双方各自承担发货所产生的运费;已过保修期的运费:由买方承担。
3、电子产品不是食品,生产和销售日期极其有可能不是同一年份,但我们是自销售之日起保修一年,所以亲无需担心售后问题。对销售之日起满一年以后的产品,我们仍然予以维修,维修费用参照当年的行业收费标准。
4、不在保修范围的情况:
(1)因使用、维护不当等人为因素造成损坏的,如未按说明书要求操作、超载使用、摔到地上等;
(2)因自然灾害等不可抗力(如地震、火灾、雷电)造成损坏的。
【六、退换货说明】
1、不予退换情况:
(1)订做的产品不可退换。
(2)已经使用过的
(3)原包装已破坏等影响二次销售的情况




