




| 加工定制 | 是 |
|---|---|
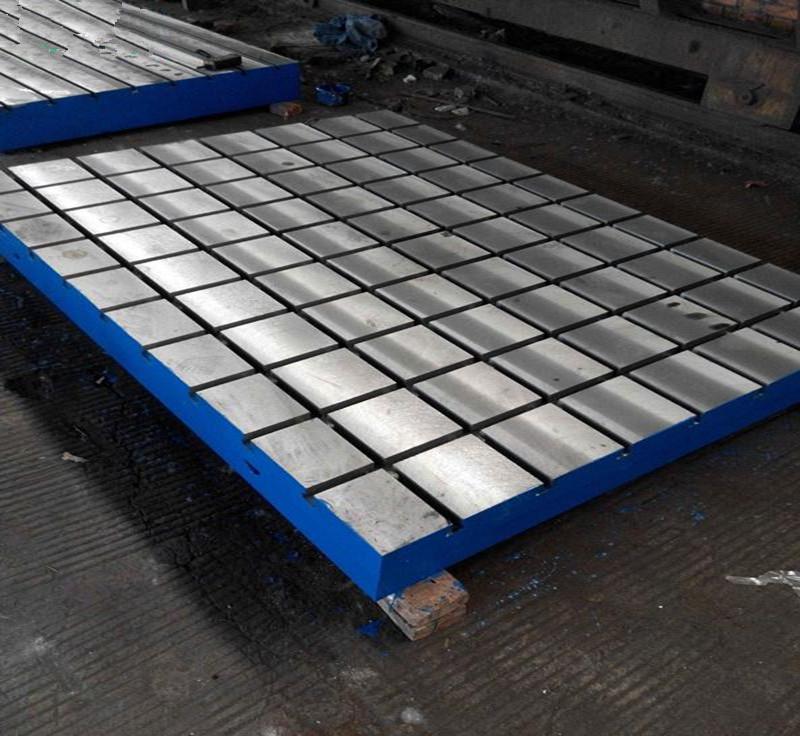
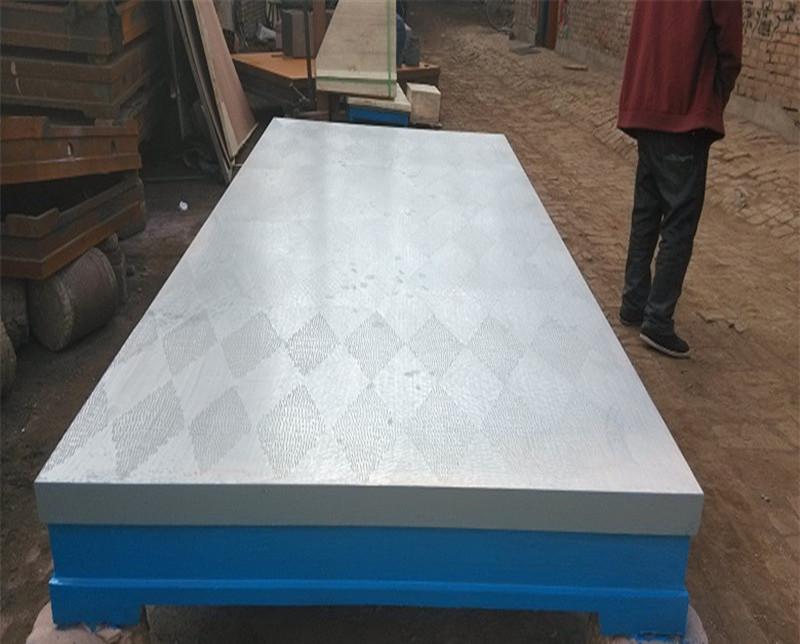
| 类型 | 焊接平台 |
| 精度 | 1级、2级、3级 |
| 材质 | HT200-300 |
| 工作面硬度 | HB170-240 |
| 规格 | 300*500,3000*5000 |
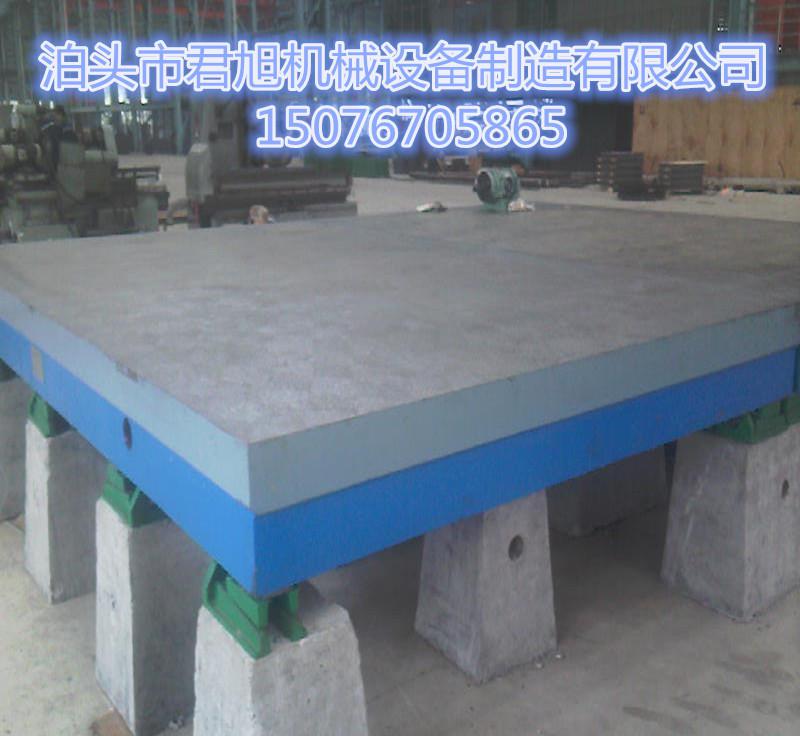
| 品牌 | 君旭机械 |
| 型号 | GB/T7949-1999 |

一、焊接平台生产工艺步骤介绍:
1、焊接平板毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
2、焊接平板机械加工:外观检验并划线、加工、检验;
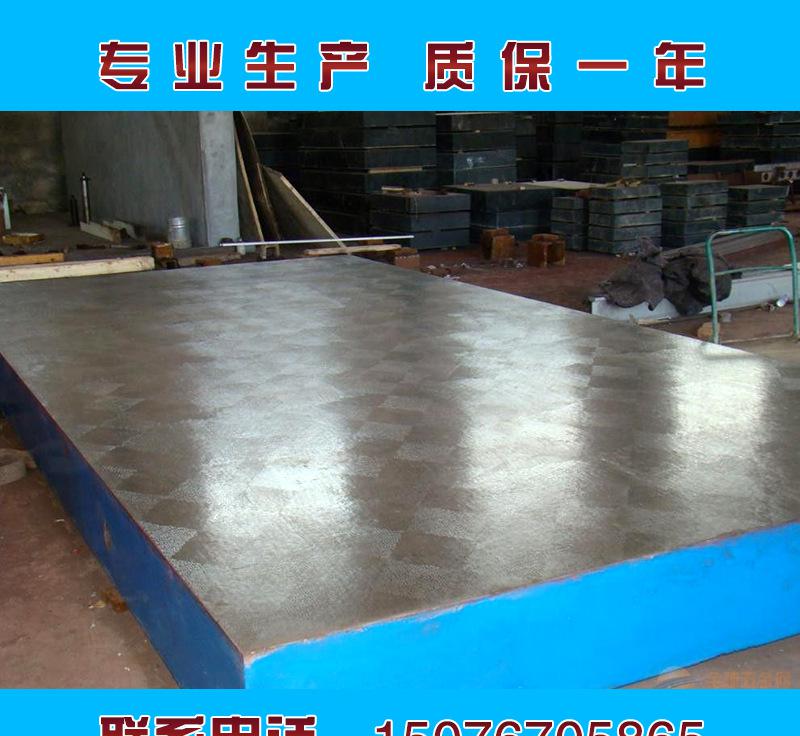
3、焊接平板工件调平、人工刮研、检验科检验;
4、焊接平板的外观处理、喷漆、包装、入库。


二、焊接平台《中华人民共和国机械行业标准》材质说明:
1、焊接平板生产工序要严格按照国际标准执行,检验标准采用《中华人民共和国机械行业标准》JB/T 7974—1999.检验一般分为焊接平板毛坯检验、机加工检验和成品检验两次,焊接平板的毛坯主要检验。
2、焊接平板生产工序要严格按照国际标准执行,检验标准采用《中华人民共和国机械行业标准》JB/T 7974—1999。材料为高强度铸铁HT200-250工作面硬度为HB160—210。
3、焊接平台按**标准计量检定规程执行,分别为0、1、2、3四个等级
4、检验一般分为焊接平板毛坯检验、机加工检验和成品检验两次,焊接平板的毛坯主要检验外观规格是否可以达到技术要求,和毛坯有没有内部缺陷。
5、焊接平板的机械加工检验主要是检验焊接平板有没有沙孔、气孔、裂纹、夹沙、缩松和加工误差等。
6、焊接平板的成品检验主要是检验焊接平板三维焊接平板的平面度和外观及其规格是否可以达到使用要求。

三、焊接平台的验收说明
1、焊接平板工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、焊接平板工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷,各铸造表面应彻底清除型砂,且表面平整、涂漆牢固,各税边应修钝。
3、焊接平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔,设置吊装位置时应考虑尽量减少因吊装而引起的变形。
4、焊接平板应经稳定性处理和去磁。
5、焊接平板工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)。
6、焊接平板工作面的硬度应为HB170—220或187—255之间。
7、3级焊接平板未规定接触斑点要求。1级焊接平板铸铁焊接平板要求接触斑点数在任意25×25mm平面内不少于20点。2级焊接平板铸铁焊接平板要求接触斑点数在任意25×25mm平面内不少于12点。

四、焊接平台使用安装与保养说明:
1、焊接平板使用时应把表面清理干净,工件固定牢固,焊接完成后及时把工件卸下,防止焊接平板变形。
2、虽然焊接平板铸铁焊接平板有耐腐蚀性,也不可以把它存放在潮湿阴暗处。要定期检验平板的**度。
3、保证工作质量为了防止焊接平板发生有害的变形,在发装焊接平板时,要将支承支在主支点处。
4、支承时,尽量将焊接平板的工作面调整到水平面内。
5、检验完毕或划线完毕后,要把工件抬下来,不得长时间放在焊接平板上。
6、使用完毕,要及时擦净焊接平板的工作面,然后涂上一层防锈油。
7、如果比较长时间不用**涂上一层黄油,然后铺一层白纸。
8**好用木板制作的一个专用罩,不用时,用罩子将焊接平板罩住,严禁水滴在焊接平板铸铁焊接平板上。

焊接平台使用注意事项:使用时应把表面清理干净,工件固定牢固,焊接完成后及时把工件卸下,防止平板变形。虽然该产品有耐腐蚀性,也不可以把它存放在潮湿阴暗处。要定期检验平板的**度。
焊接平台在生产过程中,会出现重量的偏差。往往焊接平台的设计考虑到铸造误差和机械加工的误差,铸铁平台的重量误差一般不得超过10%,超过10%时,要对焊接平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用。
焊接铸铁平台的铸件面板的厚度不易过薄,这是由两个原因造成的: 1.焊接平台的使用方法,焊接平台顾名思义**是在平台的上面进行焊接工作,不可避免的要进行敲打,敲打的力度造成我们不能使用太薄的面板。 2,焊接平台铸件铸造的方法:焊接平台铸件壁厚过薄,在生产铸件时会出现铸件浇不足和冷隔等缺陷。这是因为过薄的壁厚不能保证铸造合金液具有足够的能力充满铸型。通常在一定铸造条件下,每种铸造合金都存在一个能充满铸型的**小壁厚,俗称为该铸造合金的**小壁厚。设计铸件时,应使铸件的设计壁厚不小于**小壁厚。这一**小壁厚与铸造合金液的流动性以及铸件的轮廓尺寸有关。有任何问题,您可通过在线即时聊天软件或电话跟我们联系客服:王晶 联系电话:15076705865公司电话0317-8036326 QQ:911197961 邮箱:911197961@qq.com
焊接平板(焊接平台)一般只要采用正确的方法使用和保放,使用寿命很长,工作面的精度可以保持使用2年以上,精度降低时可以通过调试或刮研工艺恢复,平板本身的使用寿命可以达到50-100年,所以,在使用过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放,这样才可以延长使用寿命,保证工作质量。为了防止焊接平板(焊接平台)发生有害的变形,在发装平板时,要将支承支在主支点处。支承时,尽量将平板的工作面调整到水平面内。检验完毕或划线完毕后,要把工件抬下来,不得长时间放在平板上。使用完毕,要及时擦净平板的工作面,然后涂上一层防锈油。如果比较长时间不用**涂上一层黄油,然后铺一层白纸**好用木板制作的一个专用罩,不用时,用罩子将平板罩住,严禁水滴在焊接平板(焊接平台)上。
在铸铁平板(铸铁平台)的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。应采用**细颗料的灰口铸铁或合金铸铁制造
我公司生产焊接平板规格:1000x1000—3000x6000,(特殊规格根据需方图纸制作)。
泊头市君旭机械设备制造有限公司为客户真诚服务
我公司生产的所有产品质量**有保证期,在质保期内供方应对由于设计、工艺或材料的缺陷而造成的质量问题应在接到需方通知**的时间段内给予书面答复。并负责免费修理或更换新品。产品实行包退、包换、包修三包服务。
焊接平板的在生产过程中,会产生一部分理论重量的偏差,要注意的是焊接平板的偏差是不是影响的铸铁平板使用。一般焊接平板的设计应该考虑到铸造误差和机械加工的误差,焊接平板的重量误差一般不得超过10%,超过10%时,我们要对焊接平板的质量做进一步的鉴定才可以确定此焊接平板是否可以投入使用。
我公司为更好地为广大用户服务,特向社会和广大用户作出产品质量保证声明如下:
一、凡用户购买我公司生产的平板等量具类系列产品,在一年内实行“三包”。
二、我公司售出的产品终身成本价保修或以旧换新。
三、凡用户购买我公司生产的产品价值在5万元人民币以上的,需要进行上门服务的,我公司将立即派安装、维修人员到用户厂家进行周到服务。
1、泊头市区、郊区的用户,我公司在收到服务信息后12小时内到达用户厂家进行服务。
2、河北省用户,我厂在收到服务信息后24小时之内(张家口地区36小时之内)到达用户厂家进行服务。
3、华北地区、山东、河南、山西东部、安徽北部、江苏、上海、辽宁地区用户,我公司在收到服务信息后48小时内到达用户厂家进行服务。
4、其它省区用户,我公司在收到服务信息后72小时内到达用户厂家进行服务。
5、偏远地区用户,我公司在收到服务信息后24小时内出发,一周内到达用户厂家进行服务。
本质量保证声明于1999年1月1日起承诺生效。
特此声明!
我公司本着,以真诚求信誉,以质量求生存。 服务态度为客户全心全意服务为各行业提供**质的产品

